



更新时间:2026-05-16 22:07:50 ip归属地:太原,天气:中雨转小雨,温度:14-22 浏览次数:8 公司名称: 鑫泽金属制品(太原市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 5750/吨 |
| 发货期限 | 3-7 |
| 供货总量 | 7777777 |
| 运费说明 | 运输/需方付费 |
| 小起订 | 0.1 |
| 质量等级 | A级 |
| 是否厂家 | 是 |
| 产品材质 | 材质齐全 |
| 产品品牌 | 鑫泽 |
| 产品规格 | 规格齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 可定制 |
| 产品型号 | 根据需求 |
| 可售卖地 | 全国 |
| 产品重量 | 按需求 |
| 产品颜色 | 油拔,粉拔,精拉 |
| 质保时间 | 按产品尺寸 |
| 外形尺寸 | 根据需求 |
| 适用领域 | 通用领域 |
| 是否进口 | 否 |
| 质量认证 | 根据产品 |
| 产品功率 | 8000 |
| 工作温度 | 1500 |
| 范围 | 20号冷拔方钢 热轧方钢-可来厂参观供应范围覆盖山西省、太原市、大同市、长治市、晋城市、阳泉市、朔州市、晋中市、运城市、忻州市、临汾市、吕梁市 小店区、迎泽区、杏花岭区、尖草坪区、万柏林区、晋源区、清徐县、阳曲县、娄烦县、古交市等区域。 |
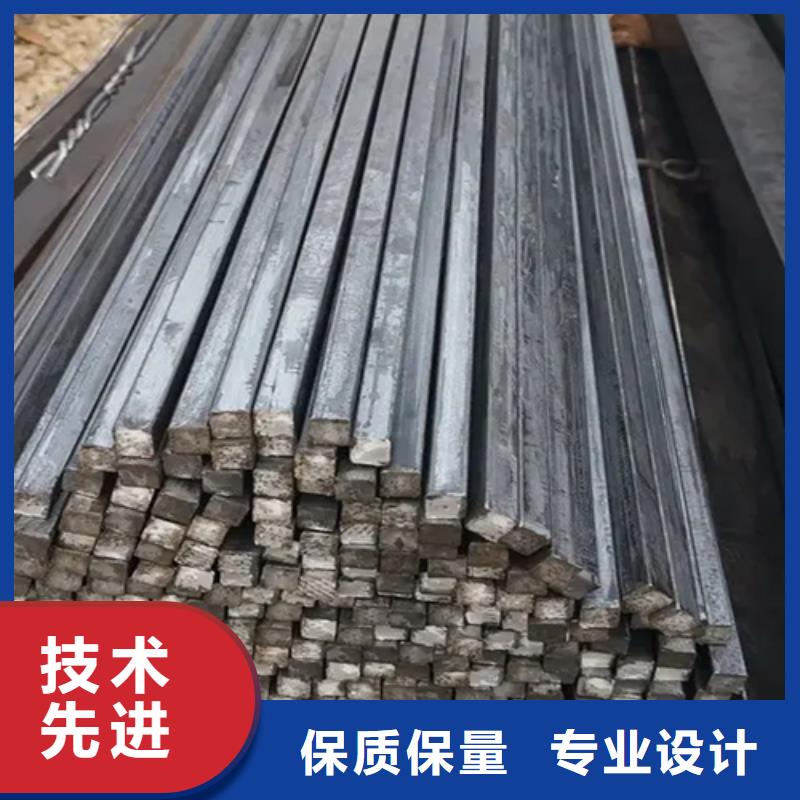


冷拔方钢的交货长度有定尺或倍尺二种,随直径及钢种的不同,长度选择范围有所不同。 外观质量有关标准对冷拔圆钢的外观质量作了规定,一般包括不得存在使用上有 害的 缺陷,直条交货的冷拔圆钢的弯曲度必须符合标准规定,冷拔圆钢不得有显著的扭转,两端切斜度、直径(或边长)、椭圆度值(或边长之差及对角线之差)等数值的规定及其允差值必须符合标准规定等。专于销售45号冷拔方钢厂家、40cr冷拔六角钢价格、42crmo冷拔圆钢、16mn冷拔方钢、20cr冷拔六角钢、35号冷拔圆钢厂家企业。公司常备现货质优价廉欢迎咨询。冷拔圆钢剩余应力的去除和调整一 热时效法⑴回火 加工变形→焊接→淬火→温度→时间→速度⑵电阻法 直接加热→局部二 机械法⑴静载法 天然时效⑵振荡时效法 共振和谐波→激振→控制和检测⑶滚压法 压应力→疲劳强度→光洁度→开裂、寿数⑷喷丸法 压应力→抗疲劳→提高硬度→耐腐蚀。
太原20号冷拔方钢 热轧方钢厂家-可来厂参观
 根据 的市场报告显示,上周国内钢价综合指数仍有震荡,但状态稳定稍露,收于122.19点,一周仅增长0.11%。本周早些时候,受利好消息在强螺纹钢期货短,影响了钢材现货市场的提振面对同样强势震荡。冷拔方钢扁钢圆钢六角钢,可是没过几天,期货市场重新选择下行方向寻求支撑,现货钢材市场也结束了短期上涨趋势,价格开始持稳的主要品种。到了月底,市场资金压力,钢材市场难以显著改善环境。据分析,建筑钢材市场价格震荡,上海,杭州等地有吨价上涨10-40元一个星期,广州,福州等地价格仍有走跌。这些反映在市场,钢材期货的反弹只持续了两天,高勘探立即封锁。现货钢价后续冷拔圆钢市场需求小幅走高后明显不足,即使报价继续上探是 "白搭"。临近周末,当场部分商家只提供阴跌的数量。
鑫泽金属制品有限公司
根据 的市场报告显示,上周国内钢价综合指数仍有震荡,但状态稳定稍露,收于122.19点,一周仅增长0.11%。本周早些时候,受利好消息在强螺纹钢期货短,影响了钢材现货市场的提振面对同样强势震荡。冷拔方钢扁钢圆钢六角钢,可是没过几天,期货市场重新选择下行方向寻求支撑,现货钢材市场也结束了短期上涨趋势,价格开始持稳的主要品种。到了月底,市场资金压力,钢材市场难以显著改善环境。据分析,建筑钢材市场价格震荡,上海,杭州等地有吨价上涨10-40元一个星期,广州,福州等地价格仍有走跌。这些反映在市场,钢材期货的反弹只持续了两天,高勘探立即封锁。现货钢价后续冷拔圆钢市场需求小幅走高后明显不足,即使报价继续上探是 "白搭"。临近周末,当场部分商家只提供阴跌的数量。
鑫泽金属制品有限公司
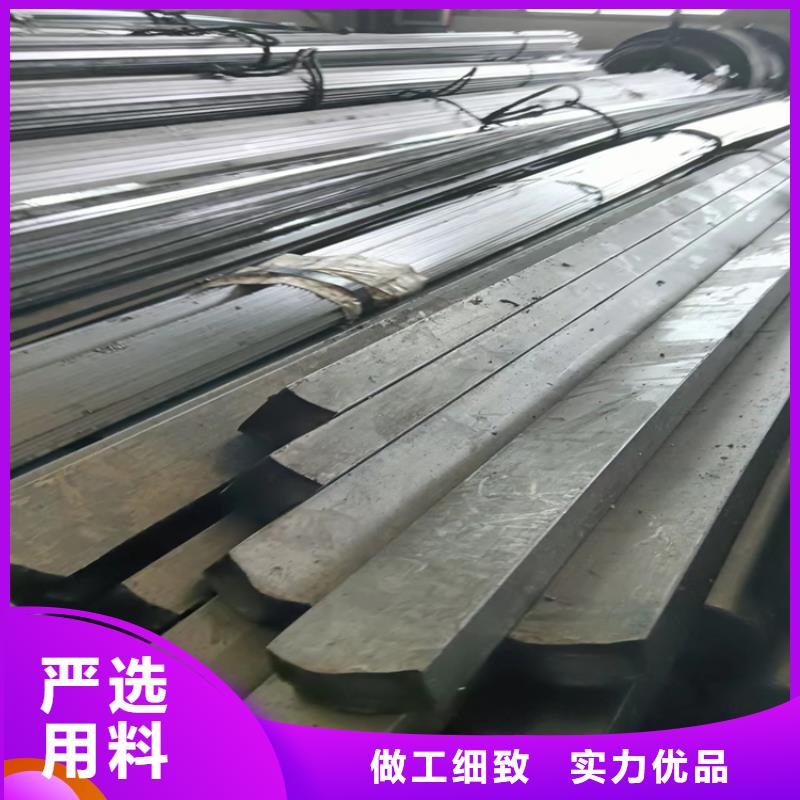
 冷拔方钢采用冷挤压技术,通过模具拉拔各种精度高、表面光滑的圆钢、方钢、扁钢、六角钢等异型钢材。作为一种冷拉型钢,如何防止其横向开裂?一般从两个方面做好防范。一方面,通过合理锻造模块来降低横向裂纹的可能性。这个过程的基本要求如下:1、原料的长宽比在2-3之间;2、采用双交叉变形锻造。经过五镦五拔多火锻造,钢中的碳化物和杂质在钢基体中细小均匀分布,大大提高了模块的横向力学性能,减少和了应力源。冷拔方钢是一种常见的钢材,尤其在建筑中。冷拔方钢的制造与垂直于晶粒伸长方向的制造一致,但强度减小,而液压缸的应力存在于钢管的径向,过度变形不利于冷拔管的充分性能。钢中的纤维组织、位错、空位等晶体缺陷一般通过退火或正火来。另一方面,选择理想的冷却速度和冷却介质。通过充分利用热应力,降低相变应力,控制应力之和为负值,可以有效避免横向淬火裂纹。经过测试,发现CL-1有机淬火剂是一种理想的淬火剂。通过调节CL-1淬火剂的不同浓度比,可以获得不同的冷却速度,以满足不同材料的需要。经过火脆调质处理后,冷拔方钢具有较高的刚性-强度和重复冲击能力,低温冲击韧性好,更适合制造强度及韧性要求高的产品。
太原20号冷拔方钢 热轧方钢厂家-可来厂参观
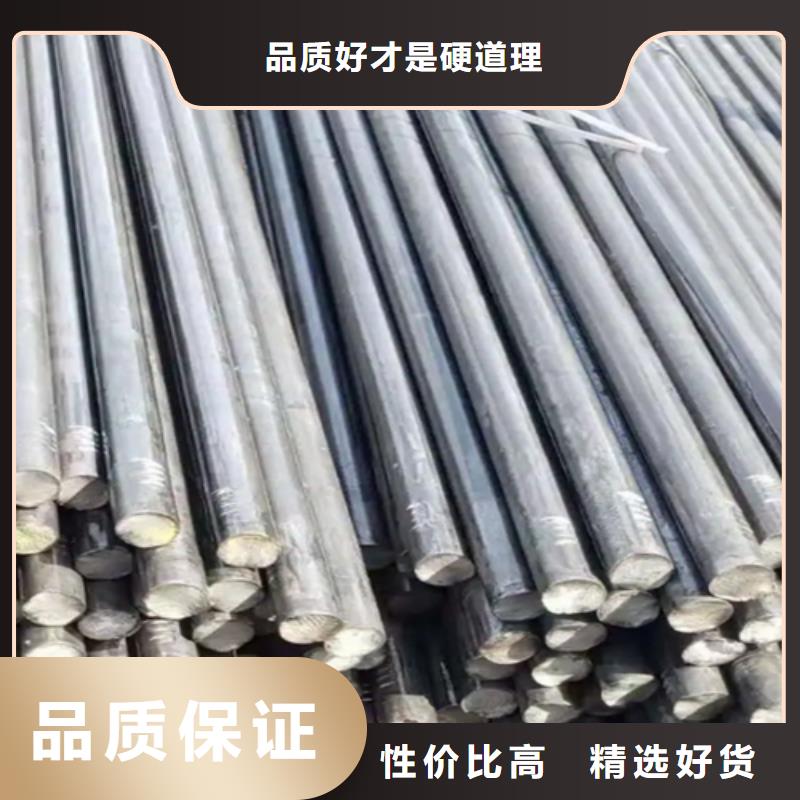
冷拔方钢采用冷挤压技术,通过模具拉拔各种精度高、表面光滑的圆钢、方钢、扁钢、六角钢等异型钢材。作为一种冷拉型钢,如何防止其横向开裂?一般从两个方面做好防范。一方面,通过合理锻造模块来降低横向裂纹的可能性。这个过程的基本要求如下:1、原料的长宽比在2-3之间;2、采用双交叉变形锻造。经过五镦五拔多火锻造,钢中的碳化物和杂质在钢基体中细小均匀分布,大大提高了模块的横向力学性能,减少和了应力源。冷拔方钢是一种常见的钢材,尤其在建筑中。冷拔方钢的制造与垂直于晶粒伸长方向的制造一致,但强度减小,而液压缸的应力存在于钢管的径向,过度变形不利于冷拔管的充分性能。钢中的纤维组织、位错、空位等晶体缺陷一般通过退火或正火来。另一方面,选择理想的冷却速度和冷却介质。通过充分利用热应力,降低相变应力,控制应力之和为负值,可以有效避免横向淬火裂纹。经过测试,发现CL-1有机淬火剂是一种理想的淬火剂。通过调节CL-1淬火剂的不同浓度比,可以获得不同的冷却速度,以满足不同材料的需要。经过火脆调质处理后,冷拔方钢具有较高的刚性-强度和重复冲击能力,低温冲击韧性好,更适合制造强度及韧性要求高的产品。
太原20号冷拔方钢 热轧方钢厂家-可来厂参观
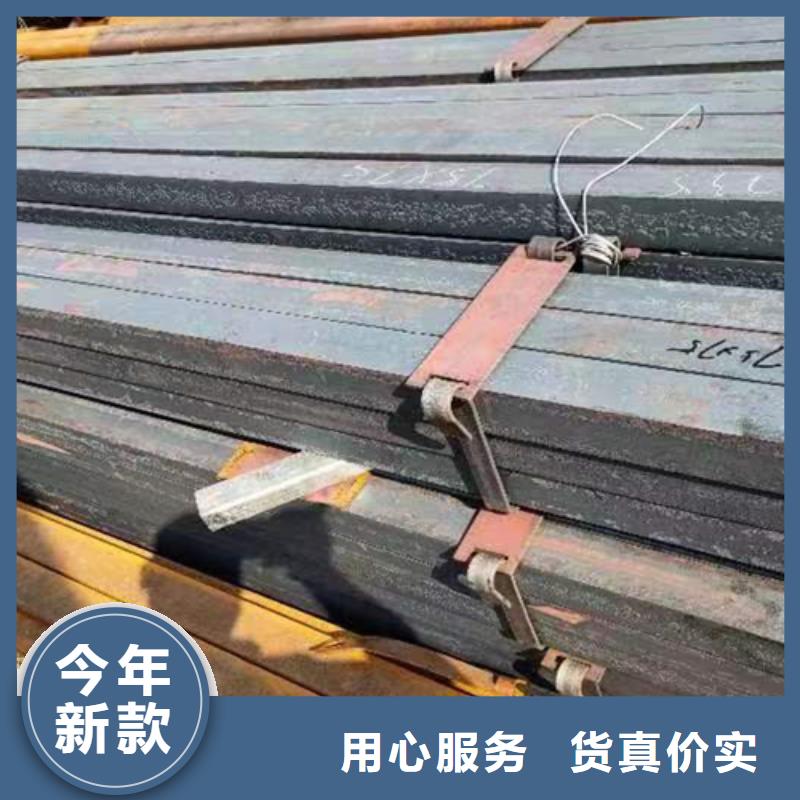
 通过近期的一次市场调查回访,我们发现很多客户对冷拔方钢焊接接头的要求认识不清。今天,小编就把相关信息分享给大家,希望能引起大家的注意,让大家对冷拔方钢有一个深入的了解。这样大家在购买和使用冷拔方钢时就能做到心中有数,不怕上当受骗,希望对大家有所启发和帮助。穿孔等离子弧焊可焊接各种材料的2-10腿厚的平板,冷拔方钢焊接接头要求在平焊位置对接。可实现高速焊接,并具有足够的熔深,可实现单面焊接、双面成形。虽然影响焊接过程的因素很多,这些因素之间的关系也很复杂,但电弧功率为宏观判断性能提供了有用的证据。穿孔等离子弧焊接的缺点是容易产生咬边,但通过优化焊接参数和采用脉冲等离子弧焊接可以控制。事实上,等离子体存在于所有的电弧中,并且如第六章所讨论的,它可以通过强热压缩条件得到增强。因此,当TIG焊具有足够大的电流时,也可能具有穿孔焊的特点。
通过近期的一次市场调查回访,我们发现很多客户对冷拔方钢焊接接头的要求认识不清。今天,小编就把相关信息分享给大家,希望能引起大家的注意,让大家对冷拔方钢有一个深入的了解。这样大家在购买和使用冷拔方钢时就能做到心中有数,不怕上当受骗,希望对大家有所启发和帮助。穿孔等离子弧焊可焊接各种材料的2-10腿厚的平板,冷拔方钢焊接接头要求在平焊位置对接。可实现高速焊接,并具有足够的熔深,可实现单面焊接、双面成形。虽然影响焊接过程的因素很多,这些因素之间的关系也很复杂,但电弧功率为宏观判断性能提供了有用的证据。穿孔等离子弧焊接的缺点是容易产生咬边,但通过优化焊接参数和采用脉冲等离子弧焊接可以控制。事实上,等离子体存在于所有的电弧中,并且如第六章所讨论的,它可以通过强热压缩条件得到增强。因此,当TIG焊具有足够大的电流时,也可能具有穿孔焊的特点。