


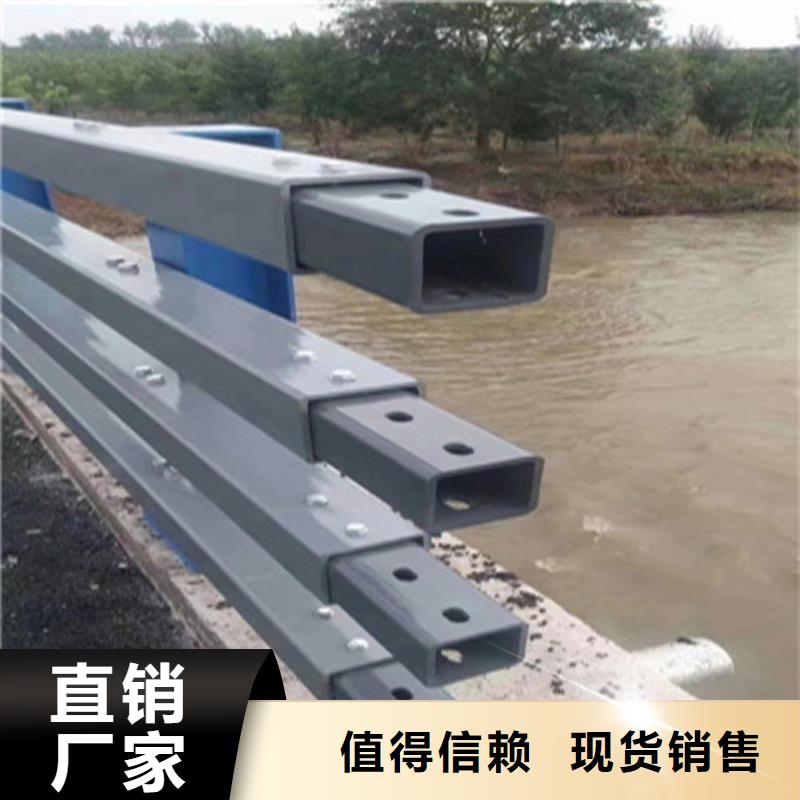


阜阳桥梁灯光护栏-桥梁灯光护栏省钱
云海旭金属材料有限公司
焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。
过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。
不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。
阳台护栏安装立柱:先在建基层放线,确定立柱固定点的位置,然后用冲击钻钻孔,再安装螺丝,在螺丝固定后,拧紧螺丝时,需双人配合,一个人扶着立柱使其保持垂直,在拧紧螺丝时不能晃动,另一人拧紧四周螺丝即可。
下面为大家介绍一下不锈钢复合管护栏的检查:检查不锈钢复合管护栏6米长一根,不锈钢复合管护栏锌合金护栏栏杆铝花是否有显著的扭拧,扭拧很大不能用,由于在铸铝窗时,要把型材拧直,这样这根型材在窗内老是存在原来的扭拧应力。检查不锈钢复合管护栏表面的平整度,如空心型材,看其四边有无凹陷和鼓出。
不锈钢复合管护栏表面不答应有裂纹,毛刺,起皮,侵蚀。不锈钢复合管护栏表面不答应有显著的划伤、压坑、碰伤。不锈钢复合管护栏用检查,也可以提出质量好坏的结论,主要检查以下几个方面:首先检查不锈钢复合管护栏的壁厚,确属薄壁型材不能用。
下面为大家介绍一下道路护栏在交通事故中的作用:全球每年有127万人死于交通事故中,而其中占得比例,卫生组织强调加强交通措施,如修建人行横道、机动车和非机动车道、修建道路护栏等,很多人不。

 都具有重大的现实意义。 为适应市场需求, 市场上先后涌现出钢塑复合管、 铝塑复合管、 PPR 管、 PE 管等各种各样的新型输水管材, 内衬不锈钢复合钢管正是在这种背景下应运而生的。
在我国中东部地区, 城市居民天然气供应存在 巨大峰谷差, 需求高峰月 日用气量是低谷月 Et 用气的数十倍之多, 为保证天然气稳定供应, 建造盐穴地下储气库调峰是有效的手段之一。 但从盐穴储气库采出的天然气温度较高, 且含有较高二氧化碳和二氧化硫、 高含量的 Cl 一等, 使采气管线使用环境非常苛刻, 采气管道腐蚀较为严重, 很容易在短时间内造成腐蚀失效, 轻者造成停产, 重者引起爆炸, 威胁人身。 [3-4] 不锈钢复合钢管因其既具有碳钢或合金钢的力学性能, 又具有不锈钢的耐蚀性等优点, 得到了广泛运用。
不锈钢复合管道已在我国陆地油气田中得到成功应用, 但对国内海洋工程是一个全新的概念。 复合管通常在海洋产业和深海应用中使用。
都具有重大的现实意义。 为适应市场需求, 市场上先后涌现出钢塑复合管、 铝塑复合管、 PPR 管、 PE 管等各种各样的新型输水管材, 内衬不锈钢复合钢管正是在这种背景下应运而生的。
在我国中东部地区, 城市居民天然气供应存在 巨大峰谷差, 需求高峰月 日用气量是低谷月 Et 用气的数十倍之多, 为保证天然气稳定供应, 建造盐穴地下储气库调峰是有效的手段之一。 但从盐穴储气库采出的天然气温度较高, 且含有较高二氧化碳和二氧化硫、 高含量的 Cl 一等, 使采气管线使用环境非常苛刻, 采气管道腐蚀较为严重, 很容易在短时间内造成腐蚀失效, 轻者造成停产, 重者引起爆炸, 威胁人身。 [3-4] 不锈钢复合钢管因其既具有碳钢或合金钢的力学性能, 又具有不锈钢的耐蚀性等优点, 得到了广泛运用。
不锈钢复合管道已在我国陆地油气田中得到成功应用, 但对国内海洋工程是一个全新的概念。 复合管通常在海洋产业和深海应用中使用。
 材料根据施工图纸和设计要求,采购工程所需各种原材料。栏杆确定材料符合图纸设计要求无误后,才得进入加工车间加工制作,确保不合格材料不进现场使用。制作工艺各项栏杆按照图纸设计要求并根据图纸所示图样和现场实际规格尺寸制作。
材料进入现场制作安装之前做防锈处理,制作过程中,定位尺寸要准确,该磨口的地方磨口。保证角度拼装准确精细。进行拼装时,焊接部位要焊平,对接部位要严密,保证平整度横平竖直。焊接部位的焊口必须满焊,做到焊口无断缝,漏焊,无沙眼,焊口要打磨光滑,平整度达标。
护墙栏杆加工为半成品用钢丝轮除锈,表面进行防锈处理完好后再做面漆处理,保证栏杆表面的整洁。施工:项目负责人人,负责人人,焊工人,安装工人,油漆工人。主要机具安排:预埋件及铁艺护栏安装水平安装工艺铁艺护栏均按照所提供的标准线为栏杆安装水平标准。
安装工艺产品到达施工现场后按图纸上所规定的位置及尺寸准确安装就位,确定好标高及垂直平整度。应按照甲方要求与图纸设计要求进行定位,确保达到设计要求与验收规范。预埋件安装根据图纸设计要求和施工现场的实际情况准确无误的定位,避免造成不在一条平行线上。
材料根据施工图纸和设计要求,采购工程所需各种原材料。栏杆确定材料符合图纸设计要求无误后,才得进入加工车间加工制作,确保不合格材料不进现场使用。制作工艺各项栏杆按照图纸设计要求并根据图纸所示图样和现场实际规格尺寸制作。
材料进入现场制作安装之前做防锈处理,制作过程中,定位尺寸要准确,该磨口的地方磨口。保证角度拼装准确精细。进行拼装时,焊接部位要焊平,对接部位要严密,保证平整度横平竖直。焊接部位的焊口必须满焊,做到焊口无断缝,漏焊,无沙眼,焊口要打磨光滑,平整度达标。
护墙栏杆加工为半成品用钢丝轮除锈,表面进行防锈处理完好后再做面漆处理,保证栏杆表面的整洁。施工:项目负责人人,负责人人,焊工人,安装工人,油漆工人。主要机具安排:预埋件及铁艺护栏安装水平安装工艺铁艺护栏均按照所提供的标准线为栏杆安装水平标准。
安装工艺产品到达施工现场后按图纸上所规定的位置及尺寸准确安装就位,确定好标高及垂直平整度。应按照甲方要求与图纸设计要求进行定位,确保达到设计要求与验收规范。预埋件安装根据图纸设计要求和施工现场的实际情况准确无误的定位,避免造成不在一条平行线上。

