


准备好领略不锈钢复合管护栏厂家-高品质产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
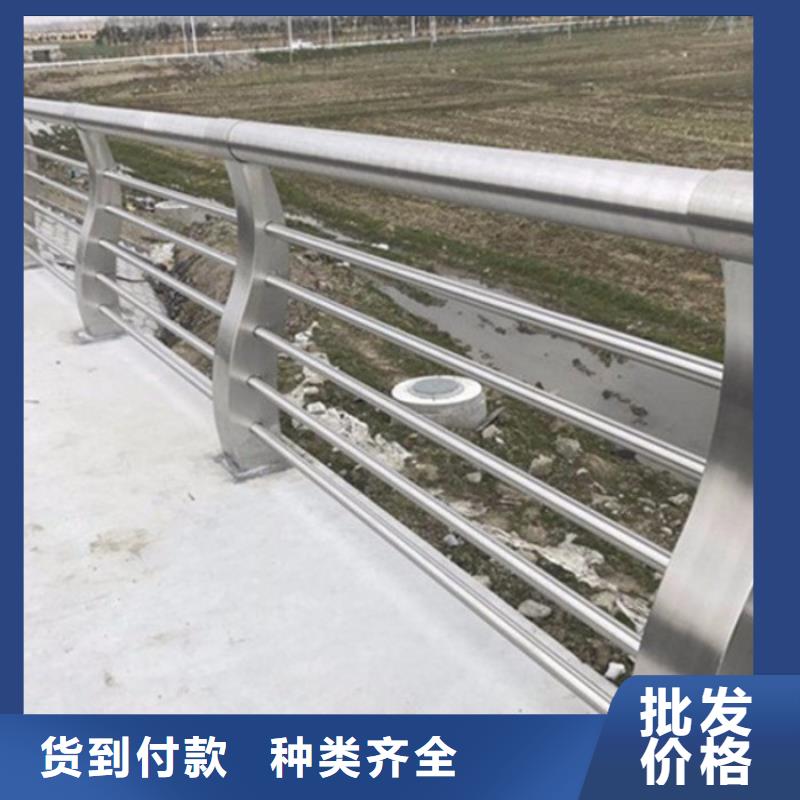
以下是:淮北相山不锈钢复合管护栏厂家-高品质的图文介绍
立朋金属护栏(淮北市相山区分公司)拥有一支成熟的 金属梁柱式防撞栏杆、q345防撞钢护栏、桥梁护栏立柱、不锈钢复合管厂家专家队伍,依靠周到专业的服务和丰富的人力资源,已为两千多家企业通过相应的 金属梁柱式防撞栏杆、q345防撞钢护栏、桥梁护栏立柱、不锈钢复合管厂家。关注服务品质,创造企业价值,节省客户成本 我们的愿景:传递品质信念,突破行业传统思维模式,构建现代运营体系。


护栏的防锈处理及防锈工艺流程
目前铁艺护栏有效、实用的防锈方法是热浸镀锌。即在铁艺护栏在熔化的锌液中在表面生成锌铁合金层及纯锌层,用以隔绝铁艺工件被氧化的机会。防锈期长达20-50年以上,期间无需维修,可靠,是铁艺工件的 防锈方法。
铁艺护栏的工艺流程:
1、酸洗前检查处理
检查铁艺工件是否具备本厂镀锌的工艺孔(排气、出入锌夜、吊挂),铁艺工件表面的锈蚀程度,表面覆盖物能否被盐酸除去(如有油漆、油脂等应采用火烧、打磨、碱洗等法除去)。
2、脱脂(碱洗)
配有加热设备,铁艺工件表面的油脂、涂料等。
3、水洗
铁艺工件表面的碱水及附着物。
4、酸洗
除去铁锈、氧化皮等其它表面覆盖物
5、酸洗后检查处理:
酸洗效果是否理想,如酸洗不充分,再次酸洗,如果酸洗前处理不彻底,需重新处理后再次酸洗。
6、水洗
除去铁艺工件表面的酸水及其它附着物
7、上助镀剂
再次清洗工件表面,保证表面在镀锌之前不在生锈。
8、烘干
提高铁艺工件温度,避免铁艺表面水分过多,在镀锌时发生爆炸。
9、热浸锌
工件浸泡于440℃-470℃熔融的锌液中,达到一定时间后提出,铁艺工件表面被获得一层锌铁合金层和纯锌层镀层。
10、钝化
提供工件表面抗大气的腐蚀性能,减少或延长白锈出现的时间。
11、冷却
防止工件激冷回缩,产生集体组织开裂。
12、精整
锌瘤及附着在镀层表面的锌灰
13、检验
镀层的检验和测定,工件的外观检查。
目前铁艺护栏有效、实用的防锈方法是热浸镀锌。即在铁艺护栏在熔化的锌液中在表面生成锌铁合金层及纯锌层,用以隔绝铁艺工件被氧化的机会。防锈期长达20-50年以上,期间无需维修,可靠,是铁艺工件的 防锈方法。
铁艺护栏的工艺流程:
1、酸洗前检查处理
检查铁艺工件是否具备本厂镀锌的工艺孔(排气、出入锌夜、吊挂),铁艺工件表面的锈蚀程度,表面覆盖物能否被盐酸除去(如有油漆、油脂等应采用火烧、打磨、碱洗等法除去)。
2、脱脂(碱洗)
配有加热设备,铁艺工件表面的油脂、涂料等。
3、水洗
铁艺工件表面的碱水及附着物。
4、酸洗
除去铁锈、氧化皮等其它表面覆盖物
5、酸洗后检查处理:
酸洗效果是否理想,如酸洗不充分,再次酸洗,如果酸洗前处理不彻底,需重新处理后再次酸洗。
6、水洗
除去铁艺工件表面的酸水及其它附着物
7、上助镀剂
再次清洗工件表面,保证表面在镀锌之前不在生锈。
8、烘干
提高铁艺工件温度,避免铁艺表面水分过多,在镀锌时发生爆炸。
9、热浸锌
工件浸泡于440℃-470℃熔融的锌液中,达到一定时间后提出,铁艺工件表面被获得一层锌铁合金层和纯锌层镀层。
10、钝化
提供工件表面抗大气的腐蚀性能,减少或延长白锈出现的时间。
11、冷却
防止工件激冷回缩,产生集体组织开裂。
12、精整
锌瘤及附着在镀层表面的锌灰
13、检验
镀层的检验和测定,工件的外观检查。



如何做好桥梁护栏的性评价?桥梁护栏评价标准是评价桥护栏性能的重要依据。今天,我们将讨论国际上普遍接受的桥护栏性能的四个主要评估标准。
桥梁护栏结构完整性:本标准要求桥护栏必须具有适当的几何尺寸,足够的结构强度和良好的机械性能,以避免在桥护栏结构被破坏时对车辆和乘客造成损坏。桥梁护栏桥梁护栏经过车辆和乘员风险:该标准要求在碰撞过程中平均加速度,减速度和乘员速度变化盆必须在允许范围内。桥梁护栏的能量吸收特性:本标准要求使用桥梁护栏的塑性变形和柱子变形,以大限度地吸收车辆的动能。
车辆轨迹:本标准要求将车辆在发生交通事故时的行为控制在一定范围内,尤其要控制车辆的回弹距离,以免发生二次事故。
抗晒,耐候等特点,防腐形式:有电镀,热镀,喷塑,浸塑。市政道路护栏是公路中间的防护栏。防止行人。车辆不守交通规则。随便穿越公路而设置的。为行人和车辆带来的生命和财产保障。防老化具有防腐。


不锈钢河道护栏制作通常采用的方法
1、预热。氧乙炔混合气火焰从割 嘴外圈喷出将切割部位的金属表层预热至燃点以上。
2、氧化。切割氧从割嘴中心喷出,已达到燃点的金属急剧氧化(燃烧),并形成氧化物渣。
3、吹渣。液态的 氧化物渣被高速切割氧流吹走,将未被氧化的金属暴露在氧气流中。
4、前进,暴露在氧气流中的金属,在上面金属氧化时放出的热量作用下温度升高到燃点,继续 被氧流氧化燃烧成渣被吹走, 金属在整个厚度方向被氧化吹通。随着氧气流按切割方向前进,则新接触的金属将重复预热、氧化、吹渣的过程, 形成切口。
包括外观质量、内在质量和使用质量。外观质量指铸件表面粗糙度、表面缺陷、尺寸偏差、形状偏差、重量偏差;主要指铸件的、金相组织以及存在于铸件内部的孔洞、裂纹、夹杂、偏析等情况;使用质量指不锈钢护栏在不同条件下的工作耐久能力,包括耐磨、耐腐蚀、耐激冷激热、疲劳、吸震等性能以及被切削性、可焊性等工艺性能。
1、预热。氧乙炔混合气火焰从割 嘴外圈喷出将切割部位的金属表层预热至燃点以上。
2、氧化。切割氧从割嘴中心喷出,已达到燃点的金属急剧氧化(燃烧),并形成氧化物渣。
3、吹渣。液态的 氧化物渣被高速切割氧流吹走,将未被氧化的金属暴露在氧气流中。
4、前进,暴露在氧气流中的金属,在上面金属氧化时放出的热量作用下温度升高到燃点,继续 被氧流氧化燃烧成渣被吹走, 金属在整个厚度方向被氧化吹通。随着氧气流按切割方向前进,则新接触的金属将重复预热、氧化、吹渣的过程, 形成切口。
包括外观质量、内在质量和使用质量。外观质量指铸件表面粗糙度、表面缺陷、尺寸偏差、形状偏差、重量偏差;主要指铸件的、金相组织以及存在于铸件内部的孔洞、裂纹、夹杂、偏析等情况;使用质量指不锈钢护栏在不同条件下的工作耐久能力,包括耐磨、耐腐蚀、耐激冷激热、疲劳、吸震等性能以及被切削性、可焊性等工艺性能。


