以下是:广西省贵港市不锈钢管槽钢产地货源的产品参数
以下是:广西省贵港市不锈钢管槽钢产地货源的图文视频
【国耀宏业】以匠心打造多元场景产品,涵盖
港南槽钢、
港北槽钢、
梧州镀锌钢板、
百色槽钢等。
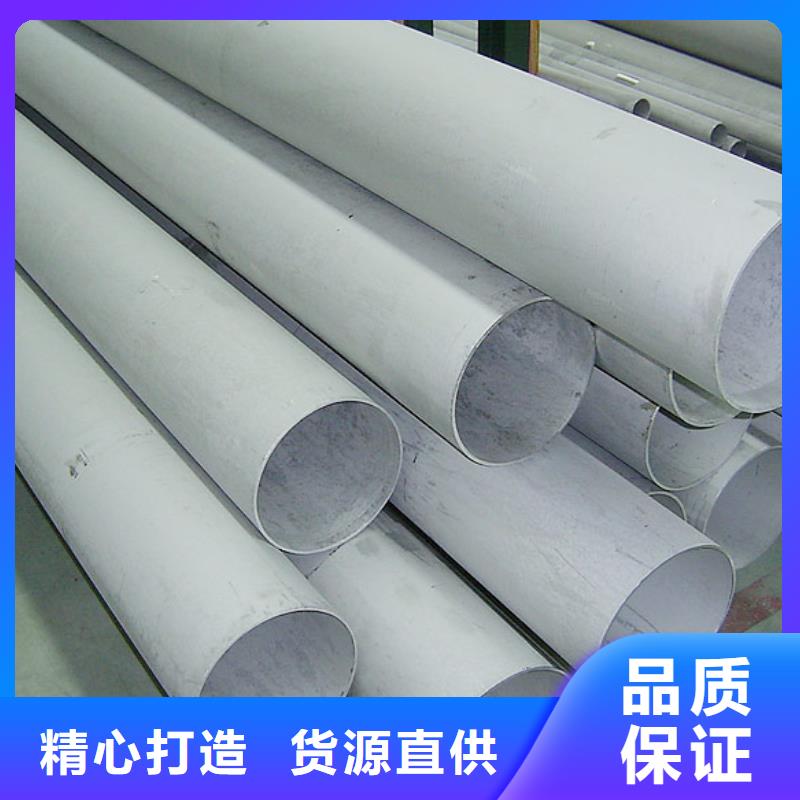
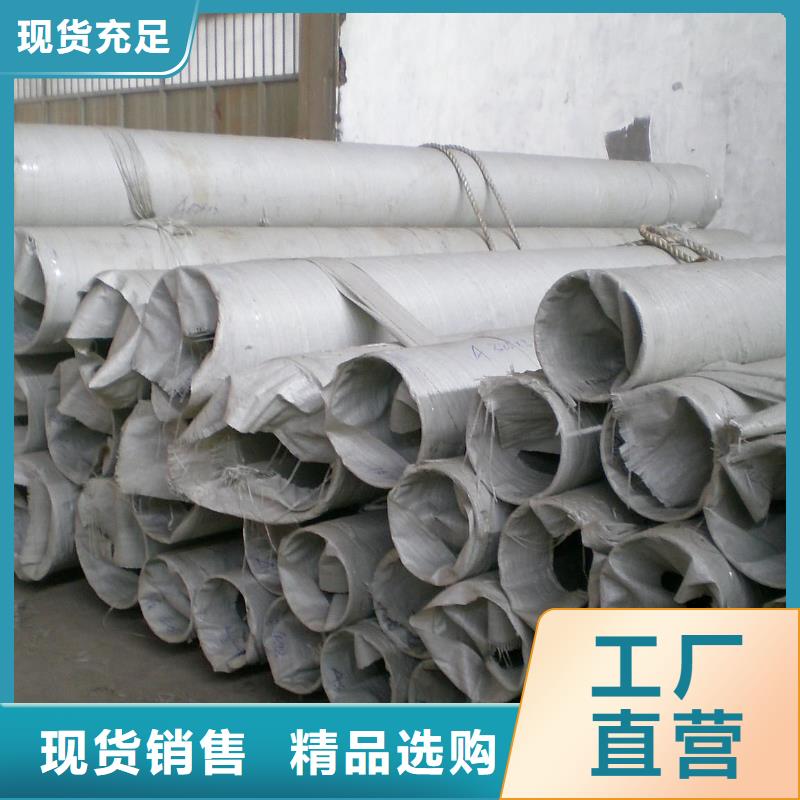
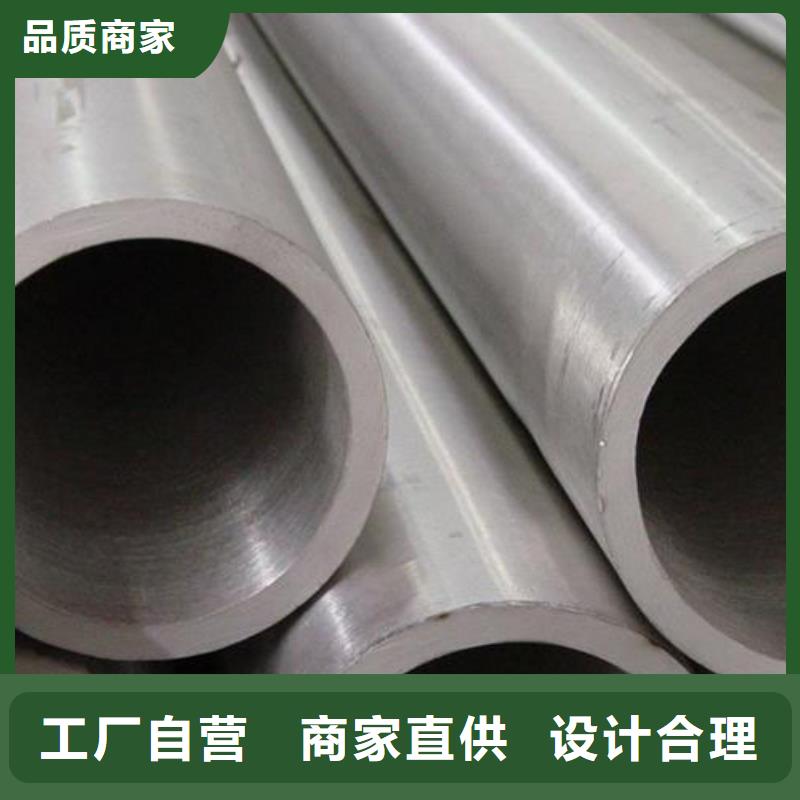
不锈钢管槽钢产地货源,
国耀宏业钢铁(贵港市分公司)为您提供
不锈钢管槽钢产地货源产品案例,联系人:
刘国耀,电话:
【18762195566】、【18762195566】。 广西壮族自治区,贵港市 贵港市,古称贵州、贵县,别称荷城,位于中华人民共和国广西壮族自治区东南部,广西壮族自治区辖地级市,西江流域中游,浔郁平原中部,是珠江—西江经济带重要节点城市,大西南出海通道的重要门户,中缅油气管道天然气管道终点。贵港港为中国西部地区内河大港,智慧城市试点城市,西江黄金水道流经市境。东临梧州、南临玉林和钦州、西接南宁、北邻来宾。总面积10602平方千米。截至2022年末,贵港市常住人口435.56万人。
不锈钢管槽钢产地货源的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:广西贵港不锈钢管槽钢产地货源的图文介绍


可惜,现有的教科书中不仅对学生,而且对此类型劳动后备学校的教师和工长来说,这类问题的说明是很不够的。在焊接过程中,由于各种原因常常造成焊缝出现缺陷。这些缺陷按所处的位置可分为外部缺陷和内部缺陷两种。焊缝的外部缺陷有:焊缝尺寸不合要求、咬肉、焊瘤、弧坑未填满、外气孔、夹渣及裂缝等。
焊缝的内部缺陷有。未焊透、内气孔、内裂缝和夹渣等。现分别叙述如下;1)焊缝尺寸不合要求焊缝外表形状高低不平、宽窄不均、尺寸过大或过小的现象,称为焊缝尺寸不合要求。产生的原因是:大口径不锈钢管边缘加工得不好;装配质量不好(如间隙大小不均、坡口上部宽度不均等);焊条摆动得不均匀;焊接规范掌握不当等。
2)咬肉在金属与焊缝边缘的交界处有纵向的深凹槽,称为咬肉,也有叫咬边或咬口。这是由于焊接电流强度太大,焊条运动得不正确,焊条倾斜的角度不合适等原因造成的。咬肉是一种危险的缺陷,它基本金属的工作截面。尤其当大口径厚壁不锈钢管受动载时,凹槽处会造成应力集中,导致裂缝的产生。
3)焊瘤焊缝的边缘上有多余的而未与基本金属熔合的堆积金属,称为焊瘤(见图8-2)。通常在立焊与横焊时容易产生这种缺陷。产生焊瘤的主要原因是:焊条熔化得太快;电弧过长;焊条运动不正确;焊接速度太慢等。4)气孔焊缝中的气孔是焊接工作常见的一种缺陷。



国耀宏业钢铁(贵港市分公司)位于经济开发区国耀宏业钢铁。公司自成立以来,遵照可持续发展战略,依靠自身雄厚的技术力量和“诚信为本”的商业理念,运用先进的科技成果,秉承“予天空于蓝天,还 于清新”的经营宗旨,日臻完善产品的研发制造、销售服务网络。服务于环保事业。公司主要产品有: H型钢,公司成立至今,积累了丰富管理经验,建立了良好的社会信誉。国耀宏业钢铁(贵港市分公司)始终以卓越的技术,优越的性价比,完善的售后服务,给客户带来解决方案。


15锰氮钢是属于屈服强度为45公斤/毫米2等级的低合金高强度钢。它的化学成分为碳0.12~0.2%、锰1.3~1.7%、硅0.2~0.5%、0.16~0.25%、氮0.014~0.022%等。这种厚壁钢管不仅强度高,而且综合性能也较好,在铁路车辆、桥梁上应用较多。
15锰氨钢的薄板为热轧状态,中厚板多为正火状态。经过气割、电弧气刨、火焰矫正、刨边及卷圆等冷热加工,均未曾发现有不良影响。焊接时,热影响区的淬硬倾向不大,但接头的过热区有脆化现象,所以必须严格控制焊接电流和焊接速度,以免热影响区产生裂缝或冲击韧性降低。
15锰氮厚壁钢管焊接的工艺要点如下;(1)焊条选用通常可用结606、结607、结556及结557等焊条。焊条使用前需经400~420℃、2小时烘干,随用随取。(2)焊前一般不必进行预热,但当厚壁钢管的厚度大于30毫米、施焊处刚性大以及气温低于-10℃时,焊前应预热100-150℃。
(3)严格按照焊条说明书上的焊接电流进行施焊。通常在直径4毫米的焊条时,采用电流为140-180安;在直径5毫米时为180-220安。而且运条速度要适中,不可过快、过慢。(4)操作时尽可能采用多层焊或多层、多道焊。每焊完一层,应立即锤击焊缝,以应力。
叙述了奥地利Linz的-Voest-AlpineAG不锈钢管厂等离子炉设计的现状和计划品种所规定的操作规程。所提供的数据德国Freital特殊材质不锈钢管厂的两台已投产的等离子炉,在Frcital特殊钢厂别进行了和Linz电炉钢厂要求相符合的冶炼顺序。



按所使用的调节过程:一些系统的调节可以区分:——阻抗的调节在此视为很重要的阻抗是电弧阻抗与线路阻抗的向量和一般是普通的。一一调节电弧电压,在某些文童中对此很感——电弧阻抗的调节。用TCE调节(电极记录传感器),在不锈钢管厂是用液压启动器,分成不同的调节等式进行研究:一一电弧电压方程=常数;一一电弧电阻方程=常数(类似电弧阻抗=常数)一一有效功率方程=常数,在此没进行。
用TCE调节一一电弧电压的调节:电弧电压的调节可以很容易地使三相达到平衡,但会出现一些弊病:一一当供电电压变化时,电流和功率会有较动。一一由于线路阻抗的变化,熔化周期内电流波动大,尤其是由于熔化开始时的不引起,或是由于废钢塌料后再重新开始熔炼而电流很弱引起的。
用电弧电阻调节(Va/I)为常数:一一当线路阻抗增加时,功率随熔化过程中线路电路增加而增加,这可从F=0.25(熔化开始线路阻抗增加)的计算曲线开始,到接近F=0.15的计算曲线上(熔化结束时线路阻抗较弱)各点的变化确定(图3a)。
一一电弧的调节;由制造者进行类似的调节(电弧阻抗), 显示出有效功率平均比率增加,并显示出操作时观测的真况,上小的波动。一一随着熔化的进行,电压逐渐增加,但增加的不多。此调节足以保证操作的,并严格遵守操作规程。
——有效功率时的调节:对于有效功率时的调节可以设想成:在比值Va/l(长弧)为可能的相容性时,为的是使电弧适应熔化过程线路上本身的负载状态。同样,熔化开始时,线路的电阻较高,为了保证好的电弧的建立,弧的长度(和比值Va/l)不是主要的;电的运行情况应与电弧电阻时调节后得到的运行情况进行比较。

您是想要在广西省贵港市采购高质量的不锈钢管槽钢产地货源产品吗?国耀宏业钢铁(贵港市分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的不锈钢管槽钢产地货源产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:刘国耀-【18762195566】,地址:《经济开发区国耀宏业钢铁》。