


联系我们

镀锌钢管种植基地
更新时间:2026-04-08 19:14:07 ip归属地:黔东南,天气:多云转晴,温度:16-30 浏览次数:48 公司名称: 铁物资(黔东南市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 5350/吨 |
| 发货期限 | 电议 |
| 供货总量 | 10000吨 |
| 运费说明 | 电议 |
| 小起订 | 1 |
| 是否厂家 | 是 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 抗压强度 | 1.0Mpa |
| 用途 | 供水 |
| 外径 | 114mm |
| 规格 | 114*4.0 |
| 抗弯强度 | 1.5Mpa |
| 理论质量 | 69.01kg/m |
| 伸长率 | 50% |
| 重量 | 69.01kg |
| 范围 | 镀锌钢管种植基地供应范围覆盖贵州省、贵阳市、遵义市、安顺市、铜仁市、六盘水市、毕节市、黔西南市、黔南市、黔东南市 凯里市、黄平县、施秉县、三穗县、镇远县、岑巩县、天柱县、锦屏县、剑河县、黎平县、榕江县、从江县、雷山县、麻江县、丹寨县等区域。 |

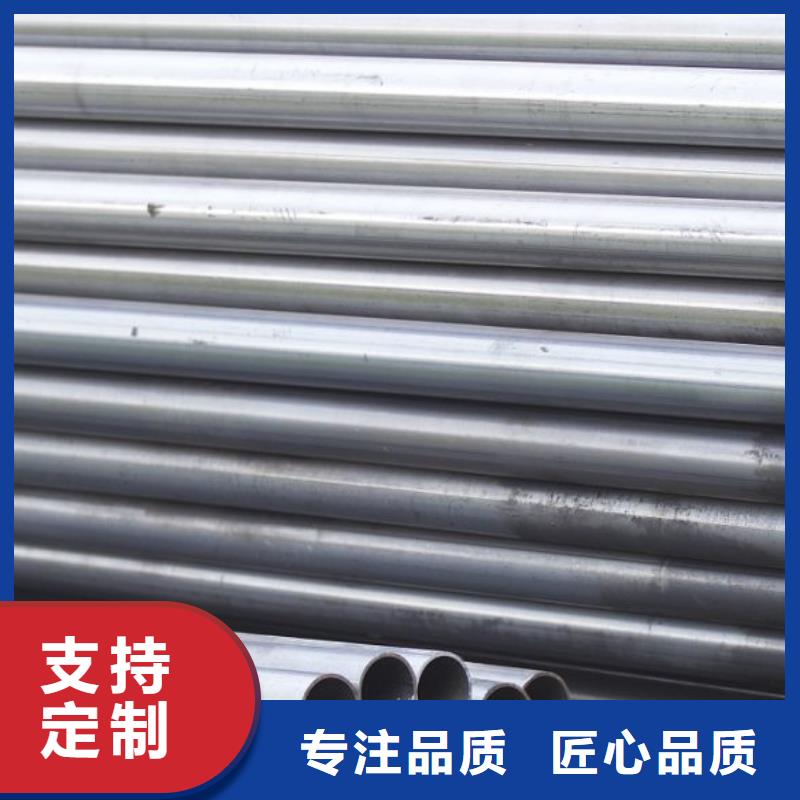

镀锌钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材。
广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,已广泛用钢管来制造。一般的镀锌钢管的生产工艺可以分为冷拔与热轧两种,冷轧镀锌钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。
外观上冷轧镀锌钢管要短于热轧镀锌钢管,冷轧镀锌钢管的壁厚一般比热轧镀锌钢管要小,但是表面看起来比厚壁镀锌钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。热轧镀锌钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧镀锌钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 镀锌钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。镀锌钢管的规格用外径*壁厚毫米数表示。


滚槽方式连接
(一)滚槽焊缝开裂:
1.将管口压槽部分的内壁焊筋磨平,减少滚槽阻力。
2.调整钢管与滚槽设备的轴心,并要求钢管与滚槽设备水平。
3.调整压槽速度,压槽成型时长不能超过规定,均匀、缓慢施力。
(二)滚槽钢管断裂:
1.将钢管管口压槽部分内壁焊筋磨平,减少滚槽阻力。
2.调整钢管与滚槽设备的轴心,要求钢管与滚槽设备水平。
3.调整压槽速度,压槽速度不能超过规定,均匀、缓慢施力。
4.检查滚槽设备的支撑辊与压力辊的宽度和型号,是否存在两辊尺寸不相匹配而造成咬合现象。
5.用游标卡尺检查钢管的沟槽是否规定。
(三)滚槽机滚压成型的沟槽应符合下列要求:
1.管端至沟槽段的表面应平整无凹凸、无滚痕。
2.沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。
3.在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。



铁物资(黔东南市分公司)位于贵州黔东南,交通便利,是贵州黔东南主要的【镀锌钢管】厂家。多年来我们一直致力于各种规格的:【镀锌钢管】生产研发销售。
此外,我公司还以质优价廉的【镀锌钢管】产品和周到贴心的服务打开了企业信誉和【镀锌钢管】市场占有率,受到广大消费者的青睐,在此我们诚挚欢迎各界客商随时光临我厂参观指导。

通常来说,要定期对镀锌钢管材料进行维护保养,才能保证其具有良好的性能,延长器使用寿命。保养该材料的目的就是在于除锈,就除锈的步骤来说,首先,应该选择使用特殊的溶液,清洗管材的表面,使管材表面上的杂志得以。同时,还可以使用一些钢丝刷来除锈。 ,以上方法都不能解决,则可以选择酸洗来除锈。终达到除锈的终效果。
以上对平时保养镀锌钢管的方法进行了介绍,方便你今后在对其除锈时使用。如果以上方法都不能解决,你可以通过咨询业内人士或者身边朋友方式,来解决该材料的锈蚀问题。
