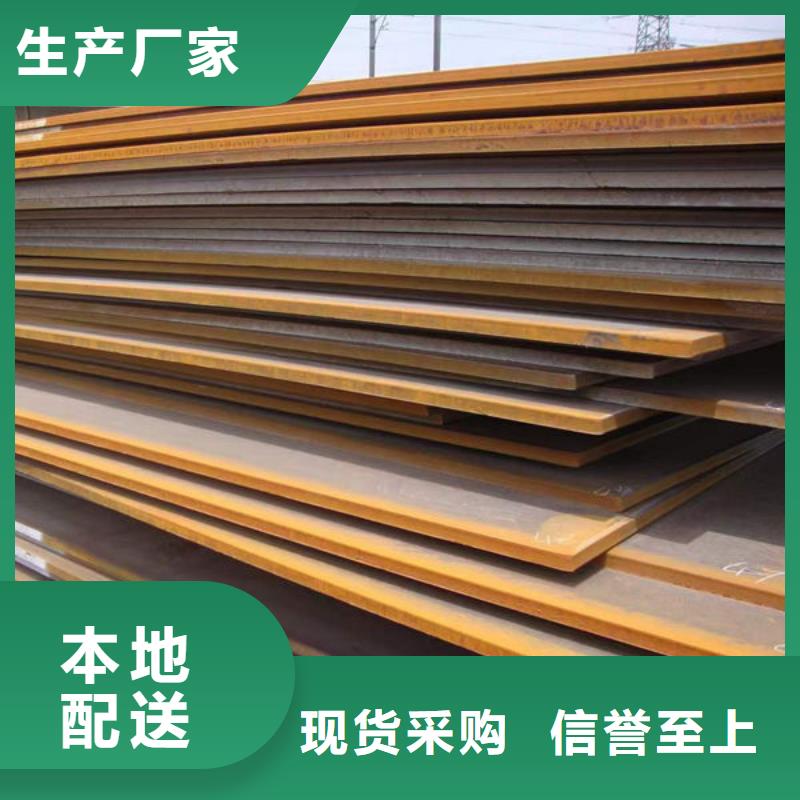








螺旋钢管焊接时,为保证焊接质量而选定的诸物理量(如:焊接电流、电弧电压、焊接速度、线能量等)的总称。选择合适的焊接工艺参数,对提高焊接质量和提高螺旋钢管钢材生产效率十分重要。焊接工艺参数(焊接规范)是指焊接时为保证螺旋钢材焊接质量而选定的诸多物理量。焊接电源种类和极性的选择焊接电源种类:交流、直流极性选择:正接、反接正接:焊件接电源正极,焊条接电源负极的接线方法。反接:焊件接电源负极,焊条接电源正极的接线方法。极性选择原则:碱性焊条常采用直流反接,否则,电弧燃烧不稳定,飞溅严重,噪声大,酸性焊条使用直流电源时通常采用直流正接。盛宝螺旋管可以做打桩、支撑、桥梁、高炮广告牌。螺旋钢管加工可以用来保温,小区供暖、热力网铺设、电厂蒸汽输送。螺旋钢管加工成防腐,自来水管道、地埋排污。可用作打桩管、作桥梁;码头、道路、建筑结构用管,海洋打桩管等,应用领域和范围广泛。
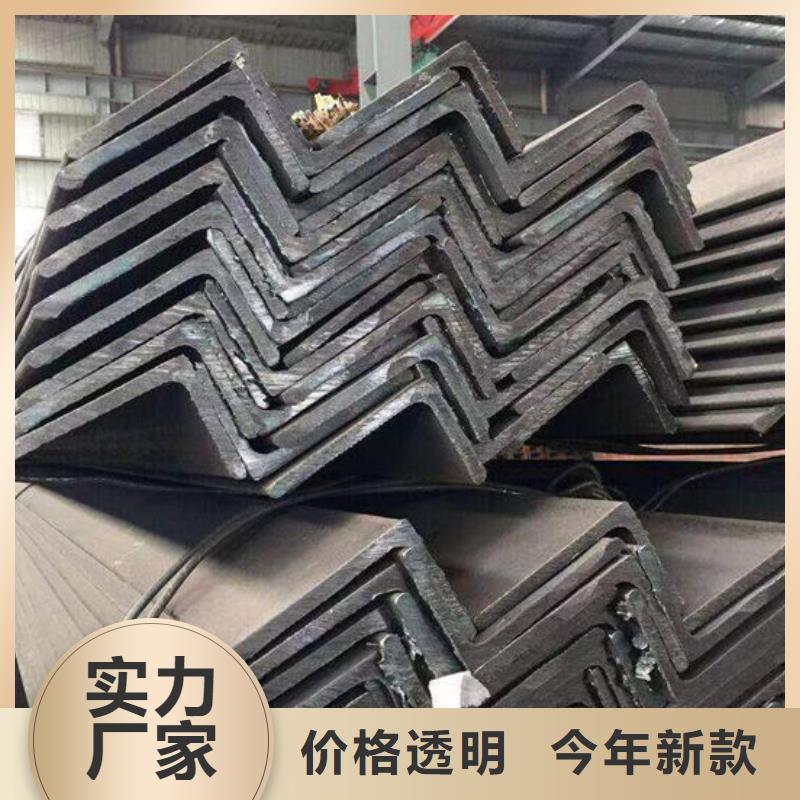
普通工字钢和轻型工字钢材的翼缘由根部向边上逐渐变薄的,有一定的角度,普通工字钢和轻型工字钢的型号是用其腰高厘米数的阿拉伯数字来表示,腹板、翼缘厚度和翼缘宽度不同其规格以腰高( h)×腿宽(b)×腰厚(d)的毫数表示,如"普工160×88×6",即表示腰高为160毫米,腿宽为88毫米,腰厚为6毫米的普通工字钢。/"轻工160×81×5",即表示腰高为160毫米,腿宽为81毫米,腰厚为5毫米的轻型工字钢。普通工字钢钢材的规格也可用型号表示,型号表示腰高的厘米数,如普工16#。腰高相同的工字钢,如有几种不同的腿宽和腰厚,需在型号右边加a b c 予以区别,如普工32#a、32#b、32#c等。热轧普通工字钢的规格为10-63#。经供需双方协议供应的热轧普通工字钢规格为12-55#。
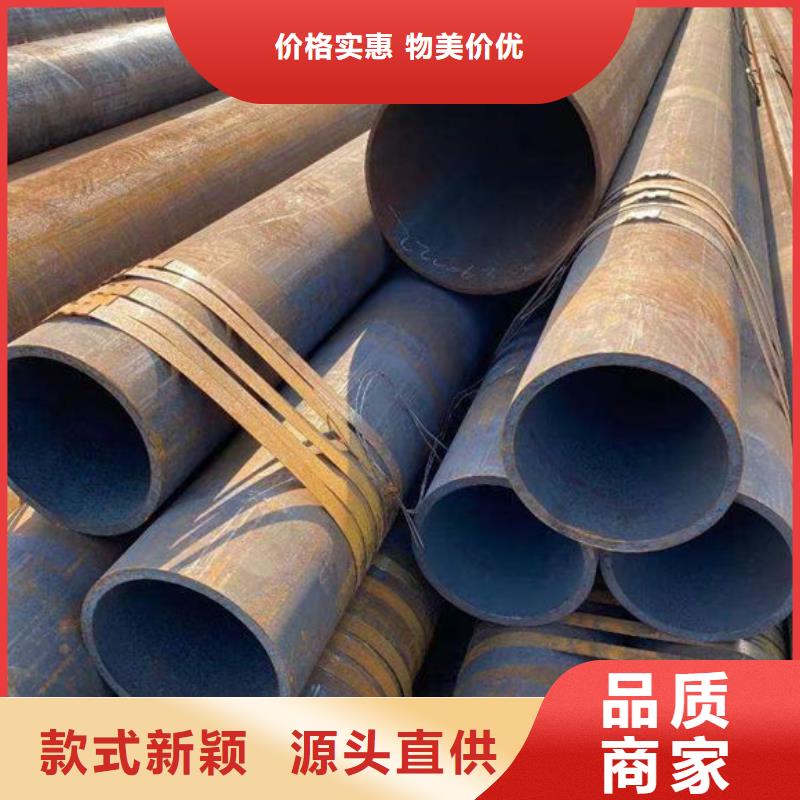
承插式涂塑钢管_环氧粉末防腐钢管_给排水防腐螺旋钢管-万荣管道涂塑无缝钢管工艺流程:1、涂料进厂经质量检验合格直接进入静电喷涂,不合格退回厂家;2、钢管进厂经质量检验合格进行管口处理,首先对管口毛刺及焊缝磨平(焊筋高度不能超过0.5mm);3、涂塑无缝钢材管管口处理完毕进入酸洗(一般用浓度不超过30%的盐酸,在酸洗池浸泡3分钟以上),对于口径大于DN800以上可以直接进行喷砂除锈即可;4、酸洗完毕进入磷化,首先将经酸洗后钢管立即水平放入磷化池浸泡,取出磷化池。目的使钢管表面产生一层磷化膜,短时间内不易被氧化,避免再次生锈。
螺旋钢管的主要技术特点:1.成形过程中,钢板均匀变形,残余应力小,表面无划痕。加工后的螺旋钢管在直径和壁厚范围内具有更大的灵活性,特别是在生产高钢级厚壁管,特别是中小直径厚壁管时,它具有其他流程无法比拟的优势,可以满足用户的需求。对螺旋钢材规格有更多要求。2.先进的双面埋弧焊技术能实现位置的焊接,不易出现边缘误差、焊接偏差、焊接缺陷等问题,便于焊接质量的控制。3.为了使钢管生产全过程得到有效检测和监控对钢管进行百分百的质量检验,有效保证了产品质量。4.整个生产线的所有设备都具有与计算机数据采集系统联网的功能,以实现数据的实时传输,生产过程中的技术参数由中央控制室控制。5.原料是盘管、导线和熔剂。进入前必须经过严格的物理和化学检验。6.剥去钢头尾对接接头,采用单丝或双丝埋弧焊,卷成钢管钢材后,自动进行埋弧焊修复焊接。7.成形前,将带钢调平,修整,刨平,表面清洁,运输和预弯曲。8.用电接触压力计控制输送机两侧的压力,以确保钢带的顺利运输。
