


联系我们

当前位置:
钢领金属制品(汕头市分公司) >
汕头本地行业News
钢管折弯锻打圆钢制造生产销售
更新时间:2026-05-18 01:35:49 ip归属地:汕头,天气:阴转多云,温度:22-28 浏览次数:8 公司名称: 钢领金属制品(汕头市分公司)
以下是:广东省汕头市钢管折弯锻打圆钢制造生产销售的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 3000/吨 |
| 发货期限 | 现货直发 |
| 供货总量 | 3000吨 |
| 运费说明 | 卖家负责 |
| 范围 | 钢管折弯锻打圆钢供应范围覆盖广东省、广州市、深圳市、珠海市、汕头市、佛山市、湛江市、江门市、韶关市、惠州市、茂名市、汕尾市、东莞市、中山市、潮州市、肇庆市、梅州市、河源市、阳江市、揭阳市、云浮市 龙湖区、金平区、濠江区、潮阳区、潮南区、澄海区、南澳县等区域。 |
以下是:广东省汕头市钢管折弯锻打圆钢制造生产销售的图文视频




【钢领金属制品】以匠心打造多元场景产品,涵盖龙湖高压无缝钢管、潮阳冷拔方钢、肇庆Q440m叉车槽钢、茂名Q355D无缝方矩管、潮州精密钢管等。钢管折弯锻打圆钢制造生产销售,钢领金属制品(汕头市分公司)为您提供钢管折弯锻打圆钢制造生产销售的资讯,联系人:王经理,电话:【18854182205】、【19861991688】。 广东省,汕头市 2022年,汕头市实现地区生产总值3017.44亿元。
无论您是初次接触还是已经熟悉,我们的钢管折弯锻打圆钢制造生产销售产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:广东汕头钢管折弯锻打圆钢制造生产销售的图文介绍


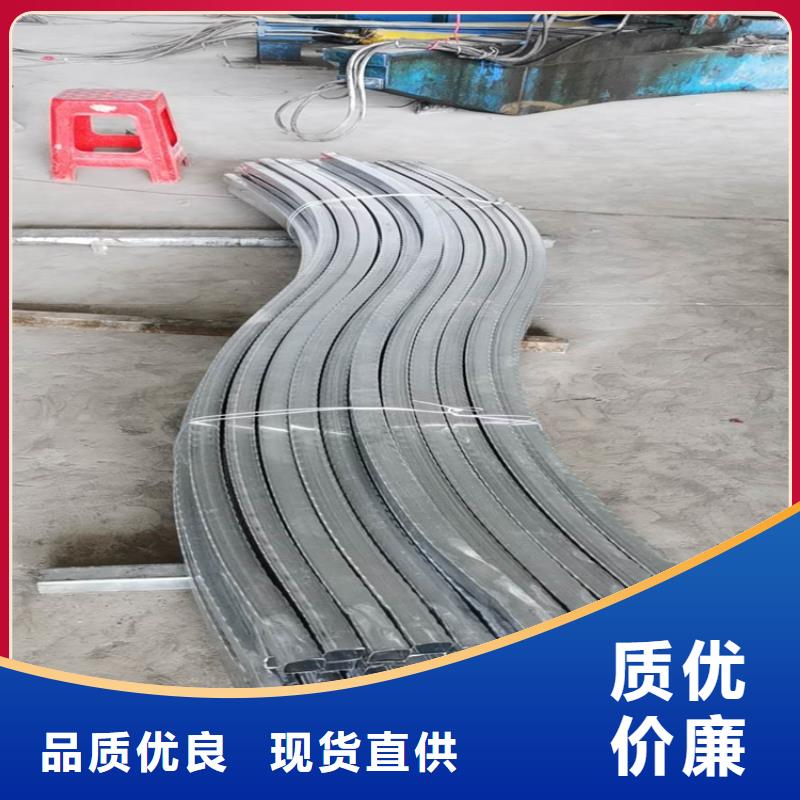
钢管折弯可以有比较好质量,同时也是广大用户所追求的,但是如果要让整个拉弯过程有比较好质量的话,也是要求钢管折弯加工厂要达到很好的条件,那么在进行钢管折弯的时候需要达到什么样的条件?1.钢管折弯首先要注意的是“高”尤其是针对一些金属一类产品加工的时候是需要使用设备进行拉弯的,而且设备在使用过程中下降的时候是要看产品的本身,所以很多时候都不能达到很好的表现,所以钢管折弯中焊管拉弯的质量是很重要的,如果是一些小公司的话设备上比较落后可能会出现钢管折弯过程没有很好的标准。2.然后是在焊管拉弯上面,要让他们达到很好的质量表现也要让钢管折弯达到很好的技术条件,尤其是在进行设备操作的时候一定要注意,我们在选择的时候一定要选择技术比较好,设备比较先进的公司,所以钢管折弯中选公司时很重要的。钢管折弯我们需要的是精美的造型,所以在选择的时候一定要选好公司而且还要了解拉弯的时候需要注意的事项有哪些。



简单介绍一下钢管折弯的工艺特点钢管折弯就是把金属板材、管材和型材弯曲成一定曲率、外形和尺寸的工件的冲压成形工艺。 钢管折弯成形普遍应用于制造高压容器、锅炉汽包、锅炉炉管、船体的钢板及骨肋、各种器皿、仪器仪表构件以及箱柜镶条等。压弯是常用的弯曲办法。所用设备大多为通用的机械压力机或液压机,也有用折弯压力机的。常用的滚弯设备是卷板机。三辊卷板机按三点决议一圆的道理,对板坯停止连续弯曲。三辊卷板机具有两个传动辊(固定)和一个压下辊(可调)。调理压下辊的上下位置即可改动它与传动辊之间的相对间隔。钢管折弯时,板材置于传动辊和压下辊之间。传动辊正反方向交流转动,使板材往复运动。调理压下辊使之逐渐压下,即可将板材弯曲成所需曲率的圆柱面、圆锥面和曲率较小的双曲面。


耐候钢板、精密无缝钢管实力厂家、现货仓储、量大价优。大厂货源,质量稳定,24小时为您提供支持,以服务立口碑



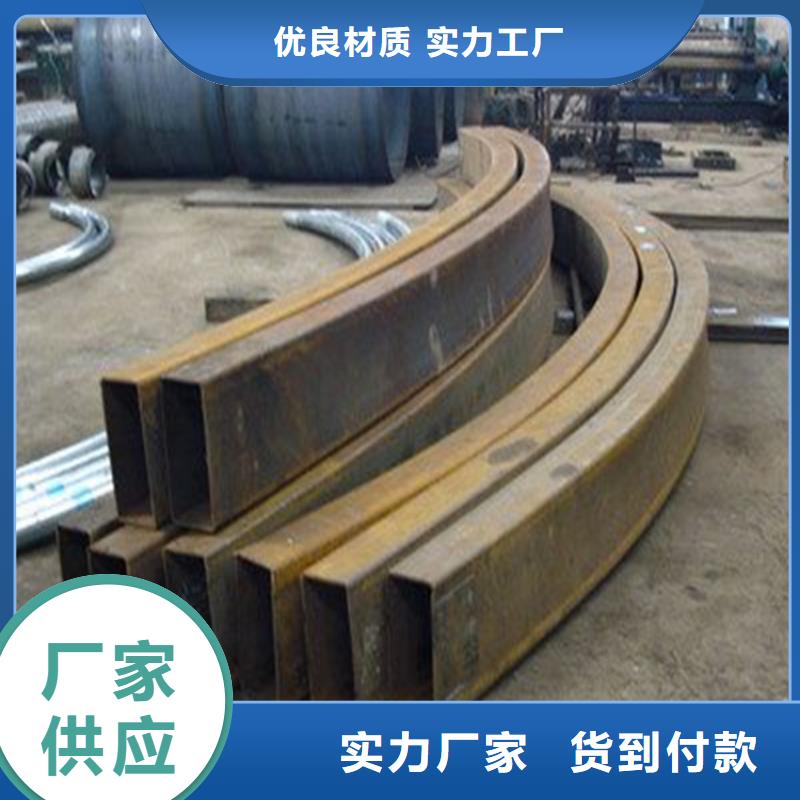
具体聊聊钢管折弯的基本方法弯管在拉弯磨具组里弯折,在全部工业设备中,绝大多数都使用弯管,要害用以油、气、打点滴等,在飞机场以及模块中占有要害影响力。在那么要害的使用情况下,针对弯管的出产加工办法人们掌握是多少呢?弯管加工办法 怎么避免裂开?冲压模具法:用冲床边带光洁度的型芯将管端扩张到所规则的规格和姿态。弯折成型法:常见三种办法弯管胀大法:一是将硫化橡胶放在管道内,上边用小冲头使管道凸起构成。二是液压胀大成型,在管道中心填充液压使管道曲折成必要形状,出产金属波纹管是这种办法的主要途径。锻造法:用模锻机揉捏水管的顶端或一部分,削减水管的直径,常见模锻器有转盘式、连杆式、手动式。滚轧法:一般无需芯棒,合适于薄壁管里侧圆正是为了处理弯管曲折出产过程中的裂缝缺陷,钢管曲折加热时,在必定的变形温度和必定的变形水平以上的情况下,钢管两边呈现裂缝的损害,现有的曲折机设备包括加热设备和曲折设备,加热设备设置在曲折设备中,曲折设备包括升降机和轻压组织。


那么关于钢管折弯工艺特点及要求是怎样的?下面河北拉弯厂的专家就来给我们分析一下。 1、 所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。2、 关于备料长度:一般情况下备料应是所需弯曲材料的有效弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。 备料长度=有效弧长+2.1 t 当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。3、 关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。4、 关于材料每支弯曲有效弧长的要求:通常情况下不应超过弧度角180度。5、 关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥ 8 %;e = t / R内× = (R外-R内) ÷R内× 否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。6、 关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为钢管折弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。上述介绍只是一般的常识说明,具体情况需视工程项目要求的分格、结点及选材等特点确定。



选购钢管折弯锻打圆钢制造生产销售来广东省汕头市找钢领金属制品(汕头市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:王经理-【19861991688】,地址:[经济开发区]。