


防撞护栏为合金材料,存在不同的晶相,温度变化时晶相发生相应的变化。因此在不锈钢的加工过程(如机械加工、铸造、焊接和切割等)中,一是受温度的影响局部极易析出新相(局部相变),晶界间物质的物理化学状态与晶粒本身不同,致使晶界处的腐蚀速度明显大于晶粒本身(晶间腐蚀)。不管是析出的新相耐腐蚀,还是不耐腐蚀都将导致腐蚀速度的不均匀性--点蚀或孔蚀等。
受加工温度的影响极易产生内应力,大量氯离子使应力腐蚀加重。在等离子切割过程中,局部温度过高引起奥氏体不锈钢晶粒粗大,甚至产生局部熔化,内应力过大, 应力腐蚀尤为明显。在室温抛光过程中,虽然可以通过调整抛光液配方减轻腐蚀现象,但是无法完全避免应力腐蚀和晶间腐蚀等。


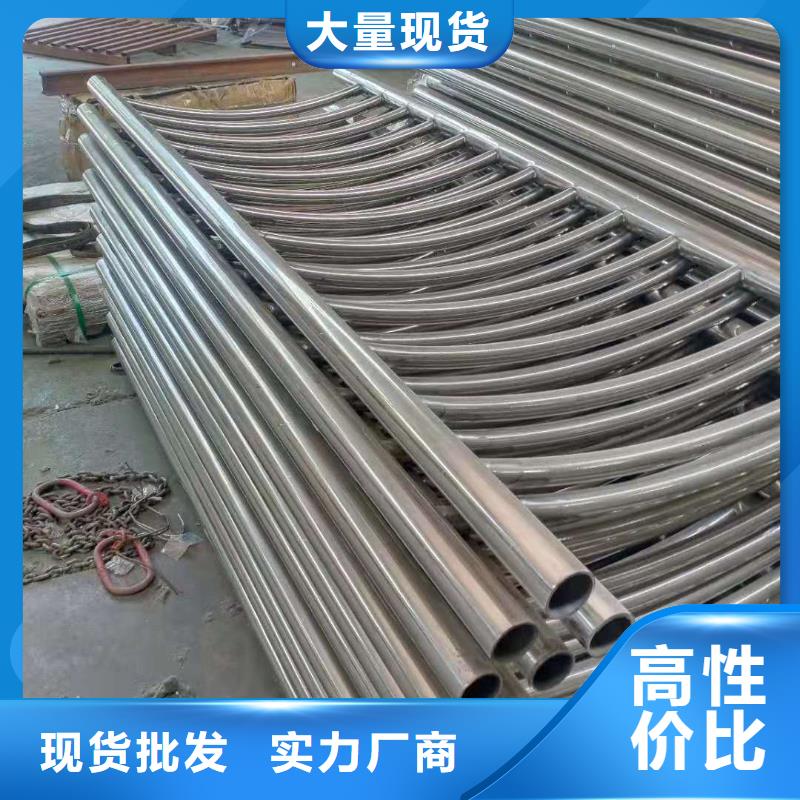
看表面是否有裂纹
判别道路防撞护栏的优劣,还可以看它的表面是否有裂纹。桥梁护栏应根据公路等级,综合考虑其性、协调性、需防护对象的特性及现场几何条件等因素确定防撞等级,然后再根据本身结构、经济性以及施工和养护维修等因素进行构造形式的选择。的道路防撞护栏表面是完好无损的,没有裂纹。而劣质(inferior)的道路防撞护栏用土坯料做原料,使得生产(Produce)过程中栏杆出现裂纹。
2、看截面形态
仔细观察道路防撞护栏的截面,还可以看出该生产(Produce)厂家的实力。一个注重生产工艺的道路防撞护栏生产厂家,其截面是非常平整的,不会出现凹凸(āo tū)不平的现象。





.2 坡口形式可采用GB/T13148图1的对接6号,也可见本文图1。
3 焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法
采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
焊接设备
焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。
焊接程序
先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。



鑫桥通金属制品(山南市分公司)占地1000平方米,经营各类【304不锈钢复合管】产品,以质量过硬、供货快捷和价格优势,在激烈的竟争市场中脱颖而出,稳步发展,得到了众多客户的认可和一致好评。面对未来的发展,我公司员工会一如既往的坚持生产高品质【304不锈钢复合管】产品、提供专业的技术支持、完善的售后服务,与新老客户一起实现双赢,为【304不锈钢复合管】行业做出自己的贡献。