
更新时间:2026-05-26 20:36:18 ip归属地:大连,天气:中雨转小雨,温度:15-20 浏览次数:22 公司名称: 建贸机械钢筋切断加工设备(大连市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 18000 |
| 发货期限 | 24h |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 小起订 | 1 |
| 质量等级 | 优级 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMGSX-500 |
| 发货城市 | 长葛 |
| 产品产地 | 河南 |
| 可售卖地 | 全国 |
| 型号 | GB4240 |
| 功率 | 4kw |
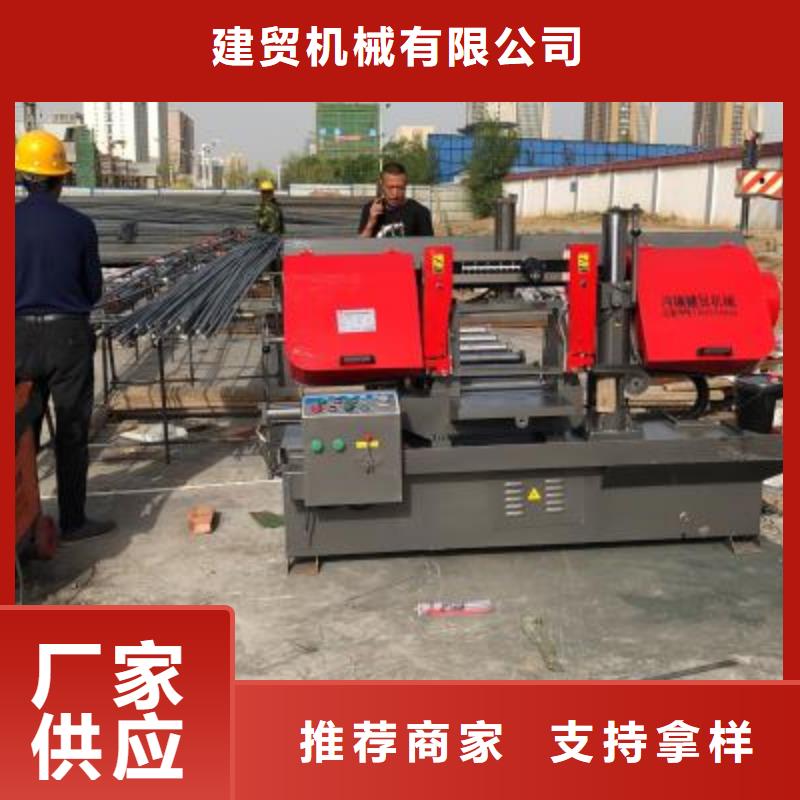
| 名称 | 金属带锯床 |
| 材质 | 金属 |
| 品牌 | 河南建贸机械 |
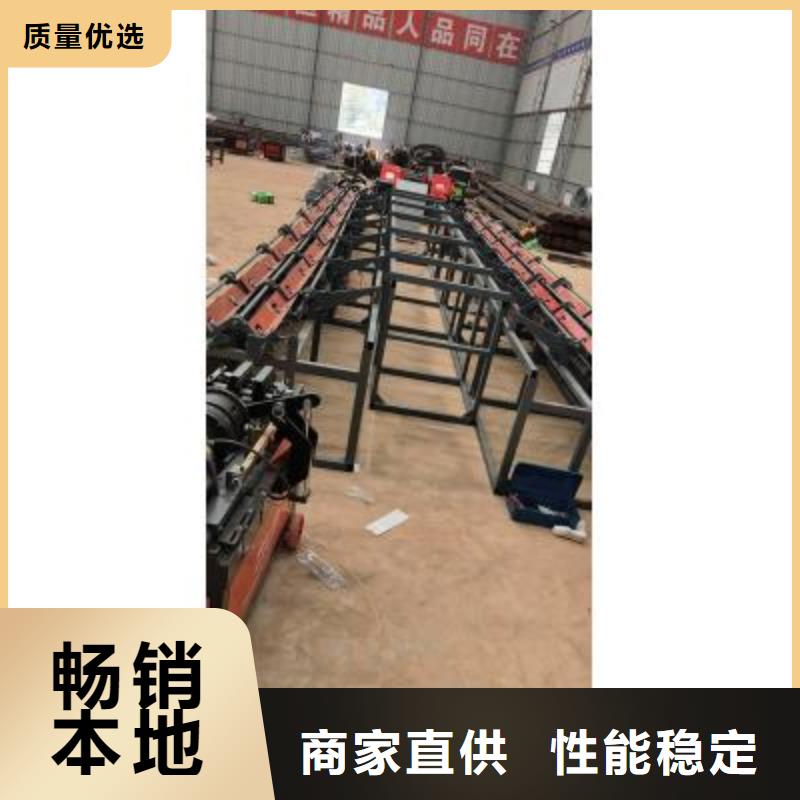
| 范围 | 钢筋锯切套丝打磨生产线质量优供应范围覆盖辽宁省、沈阳市、大连市、鞍山市、抚顺市、本溪市、丹东市、锦州市、营口市、阜新市、辽阳市、盘锦市、铁岭市、朝阳市、葫芦岛市 西岗区、沙河口区、甘井子区、旅顺口区、金州区、长海县、瓦房店市、晋兰店区、庄河区等区域。 |





适用范围:
1、刚性机床要兼有故障率低、可靠性好的生产场合。
2、特别适应于高速公路高速铁路钢筋加工场的加工。
3、创新型的结构设计,各种结构优化,钢筋加工场必备。
设备保养:
1、铣刀盘中的铣刀为易耗品,其耗损程度根据钢筋面进刀深度、速度决定。
2、建议钢筋铣入深度为1-2mm。
3、空气压缩机定期放水检测。
4、导入钢筋时慢入至钢筋挡板即可,切勿用刀,以免损伤钢筋。该铣床进给轴为X、Y两坐标控制,主轴为(伺服)动力驱动。能够实现对各种型号规格的钢筋一次装夹,完成夹紧铣平等多种工序加工,适合于多品种、大批量钢筋铣平头的生产,对复杂、高强钢筋端头的加工更能显示其优越性。
金属带锯床的保养如何做好
为维持锯床的良好状态,需要对金属带锯床定期做维护。每日工作完毕后,将聚集于机器上的铁屑干净。使锯带停止转动,打开冷却水开关,利用冷却水喷枪清洗工作台。完毕后,将锯降到下方的位置。
一、每日的保养操作金属带锯床前,依据下列程序进行检查:1.检查液压油表,液压油量是否超过L红线?当液压油低于L红线时,就需要加入适量的32号抗磨液压油,过红线上即可;2.检查冷却液水表,是否超过红线,宁波金属带锯床,当冷却水低于L红线时,需要加入适当的冷却水液;3.检查锯带是否位于左右锯带轮上与前后钨钢导片之间;4.检查钢丝刷是否位于锯齿根部;5.对床台活动钳导轨加机械油;6.对送料床台浮动钳导轨加机械油。
二、每月的保养
1.张力滑块注油嘴用油枪注入润滑脂
2.被动轮注油嘴用油枪注入润滑脂
3.主动轮注油嘴用油枪注入润滑脂
4.钢刷传动座注油嘴用油枪注入润滑脂
5.齿轮箱2个注油嘴用油枪注入润滑脂
三、六个月的保养
新金属带锯床在***使用6个月,为使锯床保持良好运行状态,请更换:齿轮箱内齿轮油和液压油箱液压油。
四、每年的保养
金属带锯床在使用一年,为使锯床保持良好运行状态,请更换:齿轮箱内齿轮油和液压油箱液压油。

需求从头校准笔直度,能够运用百分表,调整下锯床的锯条就能够了,如需求替换合金块,则及时替换新的合金块;、工件夹紧固定不牢,这也会增加锯床上的带锯条作业中跳动,从头固定作业,夹紧牢固。 还有即是确保锯床的安稳,如需求固定,则加地脚螺栓固定,究竟设备本身的作业安稳也同样首要。
在带锯床各导向定位在正切的情况卜,应不会形成过早切斜现象。 从金属带锯床旧锯条的背部磨损卷边现象推测,可能存在切削效率过高,从而导致齿尖过快磨损出现切斜。 要求较大的容屑空间锯割硬材料或薄板薄管时应选用细齿锯条
切削三要素可能存在匹配不合理(线速度、进给压力、进给速度),所以切削加工时易产生齿部刃口过早磨损后而发生切斜失效。 不排除导向块表而存在不平整以及夹紧间隙调整不当,从而导致带锯条齿尖切削方向相对工作台为不垂直状(以工作台为基面用角尺检测锯条张紧后不成垂直状,简称上空或下空),从而形成齿尖、带体表而切削时受力磨损不匀,引发机用锯条出现过早切斜失效。只要以为可能是导致毛病的零部件
双立柱GS4240数控带锯床 全自动数控金属带锯床 40数控锯床
机床自动控制系统:
1、全自动控制人机界面通过机械、电气、液压的配合,具有自动送料、自动切削等系统来控制工作循环。
2、在操作系统里分为手动与全自动工作,由人机界面转换控制。
3、在带锯床上装有二组虎钳,一组用来锯料时夹紧,自动送料由另外一组虎钳夹紧通过油缸工作来控制送料。送料长度由紫外线接紧行程开关控制,送料时由光栅尺自动检测数据控制,由PC控制器转换锯床切割工作,自动送料返回原点。
4、数控带锯床适用于大批量同规格材料锯切,性能稳定,效率高。可取代于普通锯床的3倍工作效率。
5、人机界面取代传统控制面板功能,数字设定、指示灯等,随时显示设备状态,操作指示,参数设定。(在人机界面电脑上输入锯切长度、锯切数量,轻松一按启动按扭LCD显示液晶屏,锯切输入锯切数量完成后,锯床自动停机等其它功能。
6、由PLC可编程控制器,设定锯切全过程的自动程序。
7、送料长度采用光栅尺控制,定位准确精度高,长度误差<0.30mm。
8、可由数控控制单程自动送料长度400mm。



