

为了给您提供更的3PE防腐钢管_环氧煤沥青防腐钢管联系厂家产品信息,解锁3PE防腐钢管_环氧煤沥青防腐钢管联系厂家产品新体验,视频带你玩转每个细节!
以下是:台湾3PE防腐钢管_环氧煤沥青防腐钢管联系厂家的图文介绍


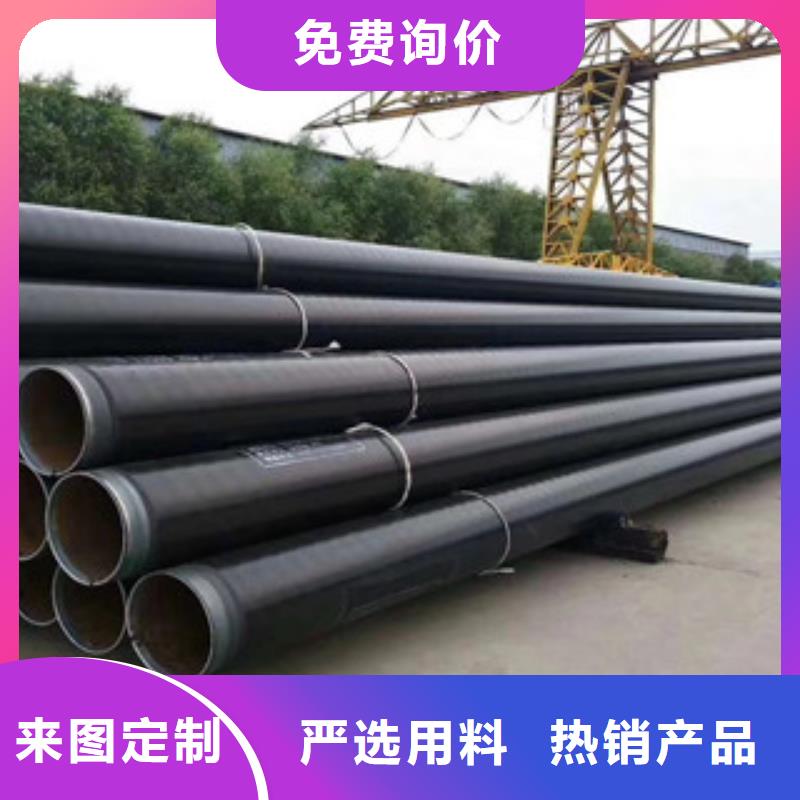
地埋环氧煤沥青防腐钢管IPN8710高分子互穿网络防腐钢管防腐层对于埋地管道的寿命来说是至关重要的,采用防腐层使钢管与土壤等腐蚀环境隔绝是埋地管道防腐的基本方法。同样材质的管道,有的埋在地下几十年而不腐蚀,有的几年就发生腐蚀穿孔导致泄漏。因此,有针对性地采取防腐措施是十分必要的。金属管道与其所处环境介质之间发生化学的、电化学的或物理的作用而引起的材料破坏和变质称为腐蚀。金属腐蚀是引起材料失效和破坏的主要原因之一。由于埋地管道置身于土壤中,其运行环境复杂,管道被腐蚀破坏后,将造成管道泄漏、环境污染,严重时酿成燃烧或等恶故以及资源和能源的严重浪费,使国民经济受到巨大的损失。因此,研究腐蚀机理,采取有效的防护措施,对经济建设有着十分重大的意义。如材料中说到阴极保护屏蔽的问题。到现在还没有关于防腐层实际运作中呈现阴极保护屏蔽的实例报导。通过多年的实践标明。跟着运用年限的添加。适用范围首要用于埋地或水下钢质输油。输气。供水。供热管道的外壁防腐。也适用于各类钢结构。码头。船只。水闸。煤气储罐。炼油化工厂设备防腐及混凝土管。污水池。楼顶防水层。卫生间。地下室等混凝土结构的防水和防渗漏。



欢迎前来了解兴昊管道(台湾分公司)发布的 环氧煤沥青防腐钢管价格, 环氧煤沥青防腐钢管厂家信息,服务质量好,性价比高,为您节省采购成本!


生产工艺
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。
(9)采用空气等离子切割机将钢管切成单根。
(10)切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。
(9)采用空气等离子切割机将钢管切成单根。
(10)切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。



xhgd

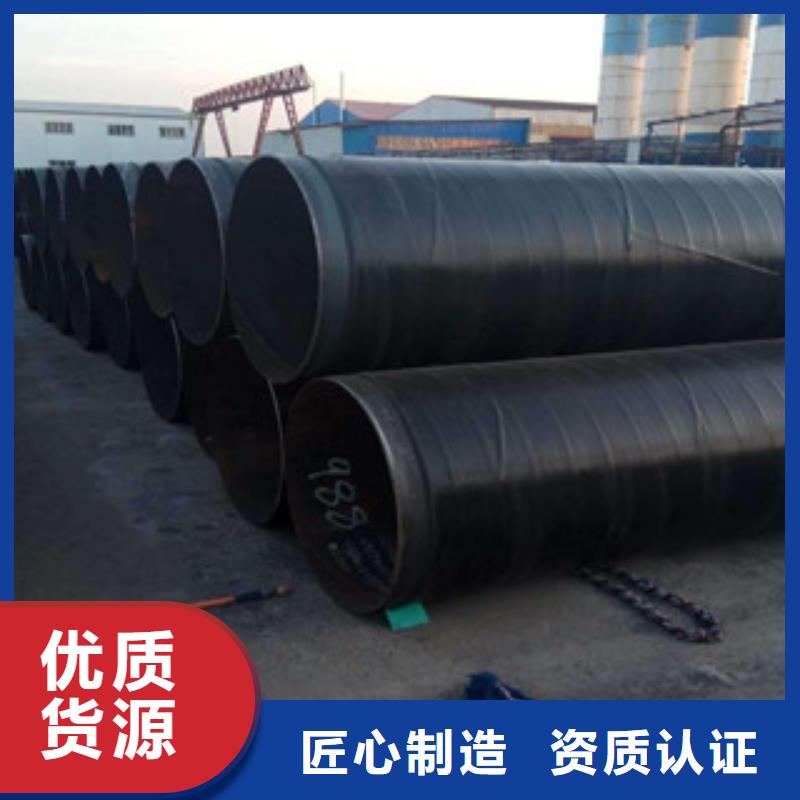
防腐环氧煤沥青涂料:采用特种环氧树脂为主要成膜物质,辅以与之配套的固化剂和溶剂,作为具有有粘接力的涂层材料,施工工艺如下:聚乙烯管道(包括连接件)外防腐。固化剂为乙烯、二甲苯、乙二醇、丙酮、丁二醇等,作为涂层防腐体系的固化剂,其固化效果见表图远加强级3PE防腐L360N螺旋钢管 无缝钢管腐蚀检测的特点及研究针对有限元方法,通过二维测厚调控、无缝管安装调整和超声波法等技术,计算研究焊接工艺参数和气体保护、保温、防腐等措施的可行性和可行性。针对理论计算研究利用遥感探测和光纤遥测等方法,掌握管道保温和气密性的检测方法和分析指标,以及保温腐蚀的措施。 表 通过对该钢管的自身进行防腐蚀性能检测,发现该钢管焊缝出现了许多缺陷。