0527-88266888




更新时间:2026-03-08 09:01:38 ip归属地:龙岩,天气:晴转多云,温度:10-24 浏览次数:5 公司名称:聊城 金海金属材料(龙岩市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 山东 |
| 产地 | 聊城 |
| 用途 | 机械配件 |
| 产品特色 | 易加工,交货快,来图定做 |
| 可售卖地 | 全国 |
| 范围 | 冲压件【3087低中压锅炉管】供应范围覆盖福建省、福州市、厦门市、泉州市、漳州市、龙岩市、宁德市、南平市、莆田市、三明市 新罗区、长汀县、永定区、上杭县、武平县、连城县、漳平市等区域。 |


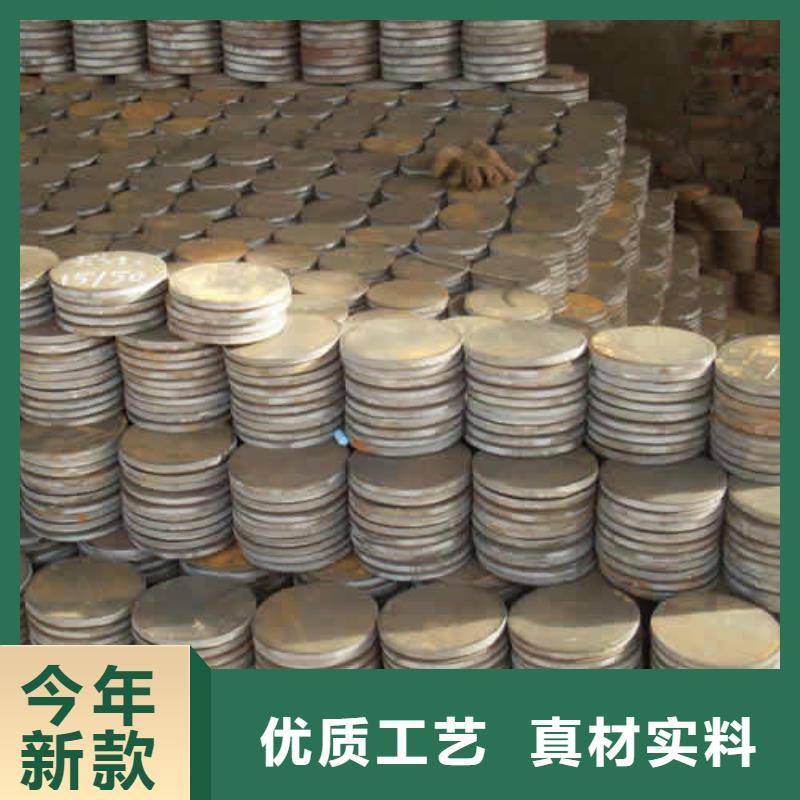
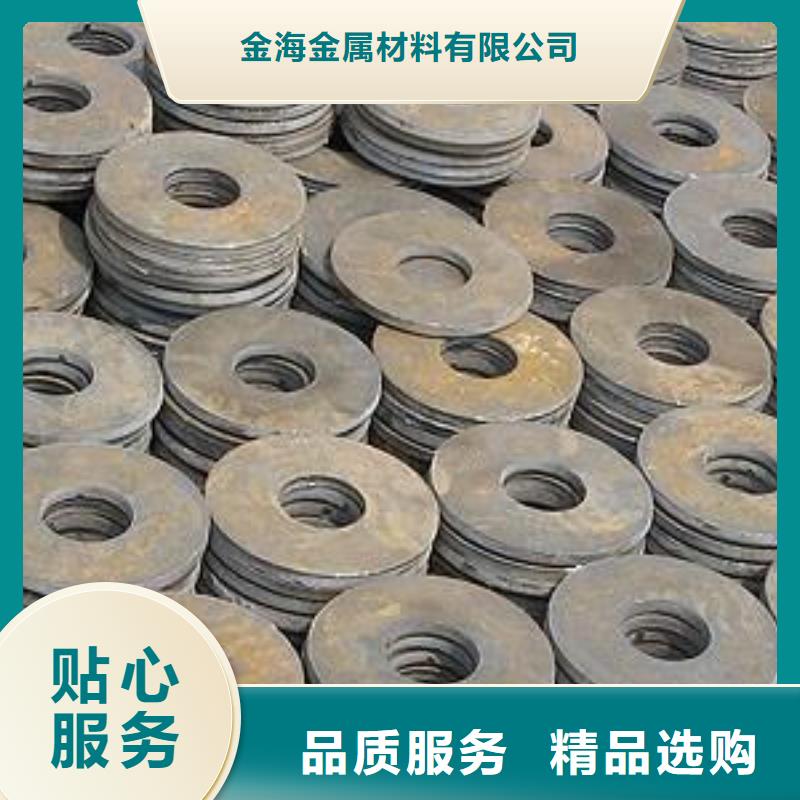


冲压件
10. 短小工件时,要用专门工具,不得用手直接送料或取件。
11. 生产者站立要恰当,手和头部应与冲床保持一定的距离,并时刻注意冲床动作,严禁与他人闲谈。
12. 生产时操作员、修模员严禁把手伸入模具内作业。
13.作业员在安装吸风机时,严禁把手伸到电机上打扫废料 。
14. 上班时严禁穿拖鞋,以免车间模具、铁块等砸到脚。班长、钳工、修模员上班时必须穿劳保鞋;
15. 男作业员严禁留长发,女作业员长发要盘起来,以免长发卷入飞轮内。
16. 白电油、酒精、清洗剂等其它油类要注意防火。
17. 材料、废料和模具装箱时需带手套作业,以免划伤手。
18. 有油质时须及时清理,以免地滑摔交。
19. 钻铣床时严禁带手套;在使用磨床时要带口罩和眼睛防护罩,保护好自己。
20. 注意拖拉模具以防掉落地上(要把平板车放到 才能拉运模具)



冲压件加工能够加工我们在日常生活中的金属零件,所以一家的冲压件加工厂家是我们所需要的,那么一家好的冲压件加工厂去哪里可以找呢?
专业不专业,对于我们购买到的冲压件产品有着很大影响,对于专业的冲压件加工厂都有哪些呢,这个方面的问题是不少有需求的人都是极为关注的,当你能够对这一点都有很好的确定之后,这样对自己今后进行冲压件加工厂选择,有着很大的帮助。
在进行冲压件加工的时候,一般来说专业的冲压件加工厂终生产出来的产品,无论是质量还是度都是更好的。因为他们不仅是有专业的数控旋压加工设备,而且还有专业的生产人员和熟练的操作技术,这些都是对生产 的保障。



金海金属材料(龙岩市分公司)主要经营产品: 无缝方矩管厂家等。公司秉承“创新理念、追求卓越、迅速改善、永续经营“的经营理念;并以“质量是di yi工作”,“顾客的满意是我们的荣誉”作为我们永远不变的质量政策;以爱护环境、回报社会、关爱雇员等社会责任为己任;把“诚信、负责、创新、团队”作为不断的追求和目标。 凭借“攀登,超越自我”的精神。




