





一分钟,了解产品的全部魅力!观看我们的【热镀锌方矩管】环氧树脂粉末EP内外涂塑钢管厂家放心得选择产品视频,为您的购买决策提供有力支持。
以下是:山西阳泉【热镀锌方矩管】环氧树脂粉末EP内外涂塑钢管厂家放心得选择的图文介绍


一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。一般低压流体输送用螺旋缝高频焊钢管(SY5039-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接用于一般低压流体输送用螺旋缝高频焊钢管。桩用螺旋焊缝钢管(SY5040-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁等基础桩。
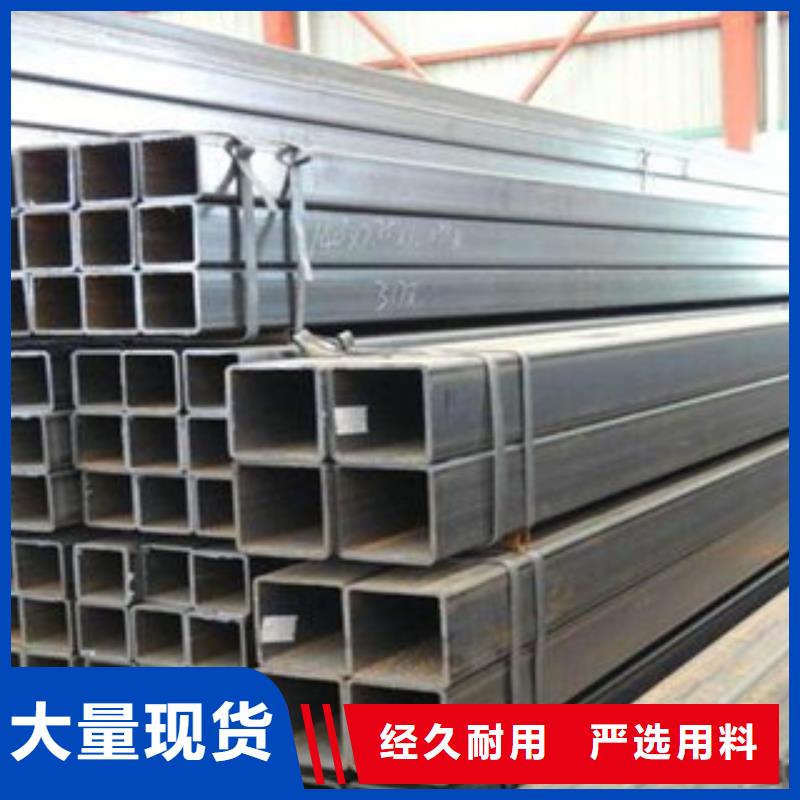
方钢管是钢管中的一种,是按照钢管形状分类而来的一种方形体的空心型钢。这里指以钢材为材质形成方形口径的管材。是一种空心方形的截面轻型薄壁钢管,也称为钢制冷弯型材。它是以热轧或冷轧带钢或卷板为坯料经冷弯曲加工成型后再经高频焊接制成的方形截面形状尺寸的型钢。热轧特厚壁方钢管除壁厚增厚外情况,其角部尺寸和边部平直度均达到甚至超过电阻焊冷成型方钢管的水平。方钢管有正方形和矩方形口径形状,有圆变方工艺和冷弯成型工艺,有普碳钢材质和合金钢材质,方钢管表面有镀锌涂层或涂防锈油涂层,有薄壁方钢管和厚壁方钢管等。主要用于建筑、机械、造船、汽车、航空、化工等各大行业。
方钢管是钢管中的一种,是按照钢管形状分类而来的一种方形体的空心型钢。这里指以钢材为材质形成方形口径的管材。是一种空心方形的截面轻型薄壁钢管,也称为钢制冷弯型材。它是以热轧或冷轧带钢或卷板为坯料经冷弯曲加工成型后再经高频焊接制成的方形截面形状尺寸的型钢。热轧特厚壁方钢管除壁厚增厚外情况,其角部尺寸和边部平直度均达到甚至超过电阻焊冷成型方钢管的水平。方钢管有正方形和矩方形口径形状,有圆变方工艺和冷弯成型工艺,有普碳钢材质和合金钢材质,方钢管表面有镀锌涂层或涂防锈油涂层,有薄壁方钢管和厚壁方钢管等。主要用于建筑、机械、造船、汽车、航空、化工等各大行业。



本厂自成立以来,我们长期坚持“诚实,守信,专注,公平,创新”的原则。以优良、放心、良好的 热镀锌钢管、环氧树脂粉末EP内外涂塑钢管、镀锌内涂塑钢管、电缆穿线管信誉得了客户的一致好评和信任,成为了省内外诸多企业供应商。热忱欢迎广大新老客户惠顾指导、洽谈 热镀锌钢管、环氧树脂粉末EP内外涂塑钢管、镀锌内涂塑钢管、电缆穿线管业务。


鸿顺管道科技(阳泉市分公司)是一家专营(山西阳泉) 本地 热镀锌钢管、环氧树脂粉末EP内外涂塑钢管、镀锌内涂塑钢管、电缆穿线管的大型企业,公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市及国外,产品深得用户依赖。
服务三保:保证质量、保证时间、保证数量。服务宗旨:雄厚的实力、优质的产品、低廉的价格、优质的服务。公司在稳中求创新,与时俱进求发展的理念下发展状大,经过短时间的发展,现已初具规格,形成了一支思想正、作风硬、业务精的员工队伍。今后,公司还要在现有的基础上进一步扩大规模,坚持“顾客至上、以信为本”的经营理念,以高质量的产品、更优质的服务,广交更多的四海新朋,愿我们携手共进、共创事业的辉煌!公司将一如既往地贯彻“务实、进取、发展、创新”宗旨,以更好的产品,更诚挚的服务,满足广大客户的需求,我们的承诺是让您放心,让您满意。



不锈钢方管的成型方法:实弯,顾名思义是压实了弯折,实弯时内外辊与管坯内外壁双向压实。实弯的优点是反弹小,成型准确,而且只要辊型准确,内角成型的R比较准确。实弯的缺点是有拉伸/减薄效应。 ,实弯会使弯折处产生拉伸,拉伸效应使弯折线纵向的长度缩短; 第二,实弯弯折处金属会因拉伸而变薄。
不锈钢方管的成型方法:空弯,空弯是通过外辊与管坯外壁的单向接触形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。空弯的优点是可以在无法进行实弯时进行边长的弯折,比如方矩管的上边/侧边同步弯折和精整。空弯还可以弯折R<0.2t的内角而不致管壁发生断裂。空弯的缺点是在上边/侧边同步空弯时,由于上辊和下辊同时产生压力,成型力容易超越临界点,造成边部失稳内凹,并且也会影响到机组稳定运行和成型质量。这也是方矩管和圆管空弯成型时不同的特点。
不锈钢方管的成型方法:空弯,空弯是通过外辊与管坯外壁的单向接触形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。空弯的优点是可以在无法进行实弯时进行边长的弯折,比如方矩管的上边/侧边同步弯折和精整。空弯还可以弯折R<0.2t的内角而不致管壁发生断裂。空弯的缺点是在上边/侧边同步空弯时,由于上辊和下辊同时产生压力,成型力容易超越临界点,造成边部失稳内凹,并且也会影响到机组稳定运行和成型质量。这也是方矩管和圆管空弯成型时不同的特点。
