



联系我们

(钢筋笼地滚机)承诺守信
更新时间:2026-02-28 08:42:25 ip归属地:大兴安岭,天气:晴,温度:-35--18 浏览次数:2 公司名称: 建贸机械设备(大兴安岭市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 26000 |
| 发货期限 | 24h |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 小起订 | 1 |
| 质量等级 | 特级 |
| 是否厂家 | 是 |
| 产品材质 | 钢 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMRLJ-3000 |
| 发货城市 | 河南长葛 |
| 产品产地 | 河南长葛 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3.5t |
| 质保时间 | 一年 |
| 设备名称 | 钢筋笼绕筋机 |
| 型号 | JMRLJ3000型 |
| 加工范围 | 400-3000MM |
| 整机重量 | 3500KG |
| 安装尺寸 | 16*5M |
| 范围 | (钢筋笼地滚机)承诺守信供应范围覆盖黑龙江省、哈尔滨市、齐齐哈尔市、鹤岗市、大庆市、佳木斯市、牡丹江市、黑河市、绥化市、大兴安岭市 呼玛县、塔河县、漠河市等区域。 |




承诺守信")
其次,我们应该看大兴安岭钢筋笼绕筋机价格,一台机器的价格或多或少都在一定程度上代表了产品的质量。在选择的时候,我们需要看的是性价比,性价比高的产品总是受欢迎的,所以在选择的时候也要关注价格。购买要看的就是大兴安岭钢筋笼绕筋机参数型号了,大兴安岭钢筋笼绕筋机型号有很多,不同型号之间的参数也不一样。每个客户需要的大兴安岭钢筋笼绕筋机有所不同,在购买的时候一定要认真挑选,参考产品的型号与规格,挑选合适自己的机器。大兴安岭钢筋笼绕筋机目前是钢筋加工行业必不可少的设备之一,经过多年的摸索和发展,施工现场对钢筋加工设备的使用要求也逐步提高。原始的手工制作、机械加工日渐不能满足现阶段和以后钢筋加工行业的需要,数控钢筋加工设备的应用势必推动整个行业的发展。大兴安岭钢筋笼绕筋机工作效率高,大大节省了人力,主要用于高速公路、高速铁路标准化建设领域、房屋建筑领域的钢筋加工场或施工现场。
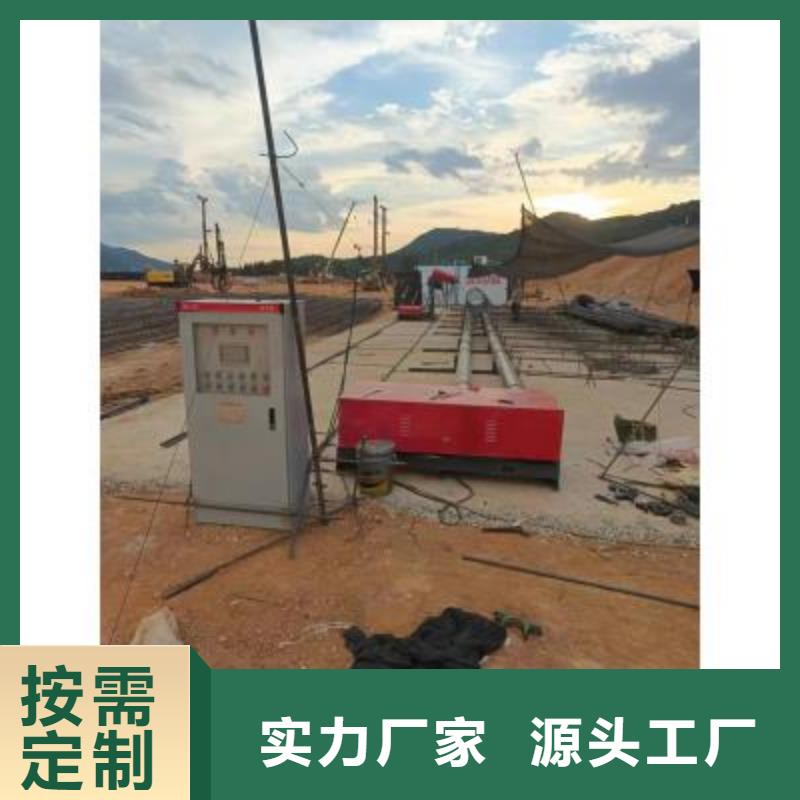
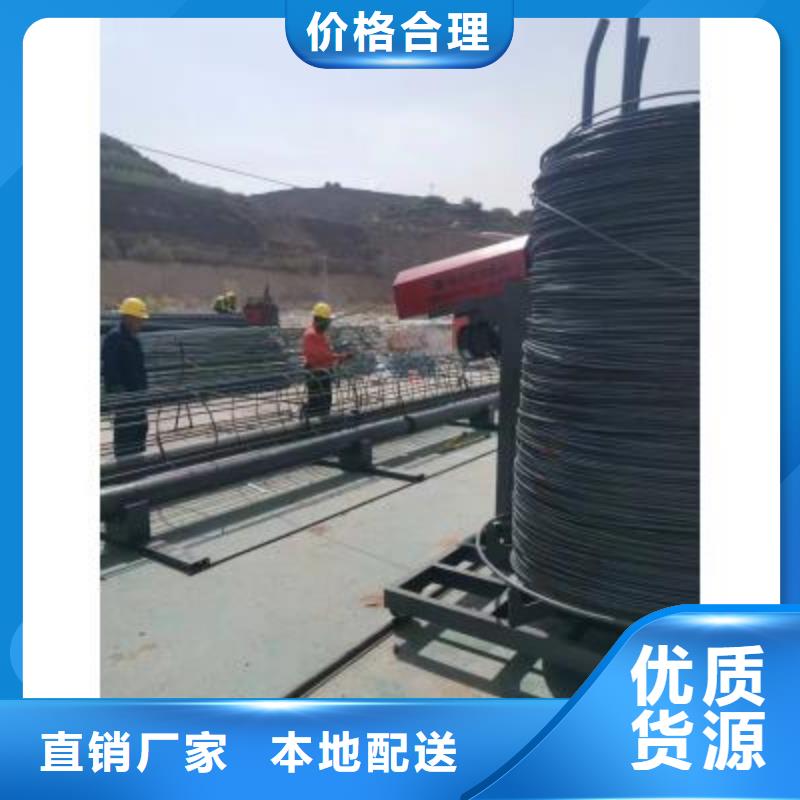
钢筋笼绕筋机设备描述
钢筋笼主筋通过自动上料到分料架,分料架的主筋需人工穿过固定盘导管到达盘导管,并经过电动工具将主筋固定在盘导管上;盘筋(绕筋)经过矫直器后焊接在主筋上;然后开始正常焊接,固定盘及盘同步且盘按照预先设定的速度(行走速度可根据操作工人的训练程度进行)前进,同时进行焊接,从而生产出成品钢筋笼。钢筋笼设备引进新欧洲技术,钢筋笼直径误差可控制在1CM内,生产效率是人工制作钢筋笼的3-4倍,设备操作工人只需要3-5人,生产出来的成品钢筋笼主筋、盘筋间距均匀,焊接饱满、牢固,可实现监理。主要产品有:数控钢筋笼滚焊机、数控钢筋网排焊机、数控钢筋切断机、数控钢筋弯曲中心、数控弯箍机、八字筋成型机、联合冲剪机、镦粗机、自动上料喷浆车、液压喷湿机、注浆机、液压劈裂机、智能压浆、智能张拉机等。经过几年的发展,在行业领域已处领先地位。产品遍布全国各地,高质量的产品和完善的技术服务于高速铁路、高速公路、矿山、水电等基础建设领域。
承诺守信")
基本工艺流程上料→穿筋(主筋)→固定→搭上箍筋→开始焊接→正常焊接→终止焊接→切断箍筋→分离固定盘→松筋→分离移动盘→卸笼→降下液压支撑→移动盘归位→完成参数项目及型号1250型、1500型、2000型、2500型钢。 焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊部主筋。 钢筋笼绕筋机
人品合一双赢利益观是河南建贸永续经营保障。
所有利益相关方主要包括家人、户、股东。形成一个个利益共同体,共赢共享共创价值。只有所有利益相关方共赢,人与商品合一双赢方显实际,“人”即具有两创精神家人;“品”即户使价值真实。每位家人都在不同自主经营体中为户创造价值,从而实现自身价值,企业价值和股东价值自然体现。
承诺守信") <大兴安岭>建贸机械设备有限公司
大兴安岭市(钢筋笼地滚机)承诺守信
<大兴安岭>建贸机械设备有限公司
大兴安岭市(钢筋笼地滚机)承诺守信
承诺守信")
钢筋笼绕筋机钢筋笼滚焊机的分类
1、连续滚焊 连续滚焊时,工件在两滚 间连续移动(即滚盘连续旋转),焊接电流也连续通过工件。这种方法易使工件表面和熔核附近过热,电机磨损严重,焊缝易出现较深的压坑,因而很少使用。
2、断续滚焊 断续滚焊时,滚轮连续转动,工件连续移动,电流断续通过工件,形成的焊缝由彼此搭叠的熔核组成。由于电流断续通过,在休止时间内,滚轮和工件得以冷却,因而可以提高滚轮寿命,减小热影响区宽度和工件变形,获得较好的焊接质量,没有连续滚焊时的缺点。断续滚焊时,在熔核冷却时滚盘已离开焊接区,没有充分的锻压过程,熔核在压力减小的情况下结晶,很容易产生表面过热、缩孔和裂纹。