

为了给您提供更的无缝管,大口径无缝钢管满足多种行业需求产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
以下是:岳阳平江无缝管,大口径无缝钢管满足多种行业需求的图文介绍
在 厚壁无缝钢管市场竞争日趋激烈的今天,艾斯特钢材(岳阳市平江县分公司)将以严格的产品质量、合理的交易价格、优质的售后服务、诚信的商业信誉为基础,按照“至善至美、互利双赢”的公司价值观,凭借着素质过硬、年轻精干的员工队伍,本着“顾客至上的服务”的经营理念,与广大 厚壁无缝钢管业务伙伴精诚合作,共同发展,共创美好未来!



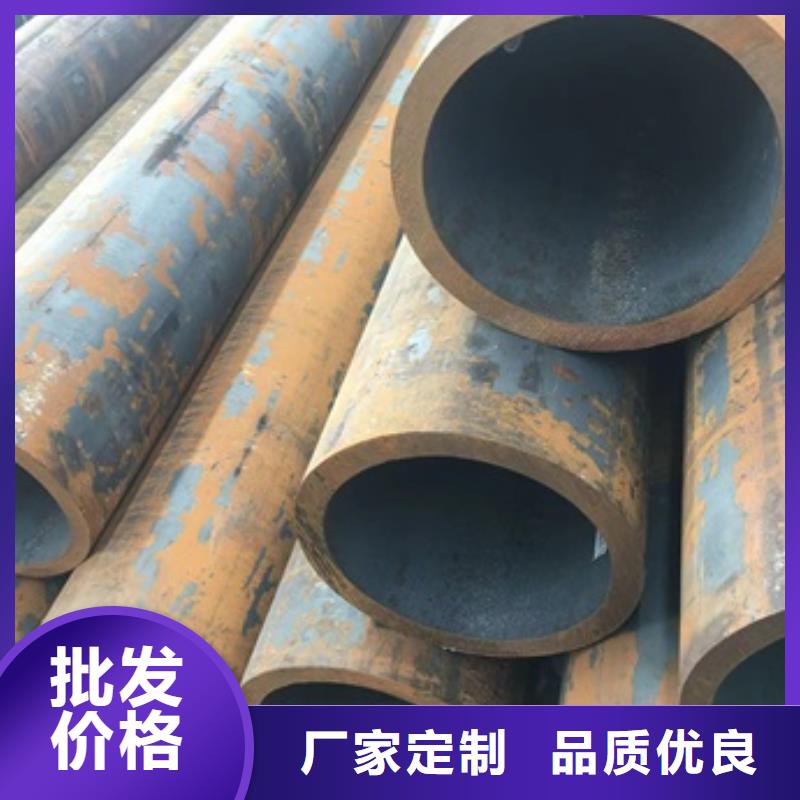
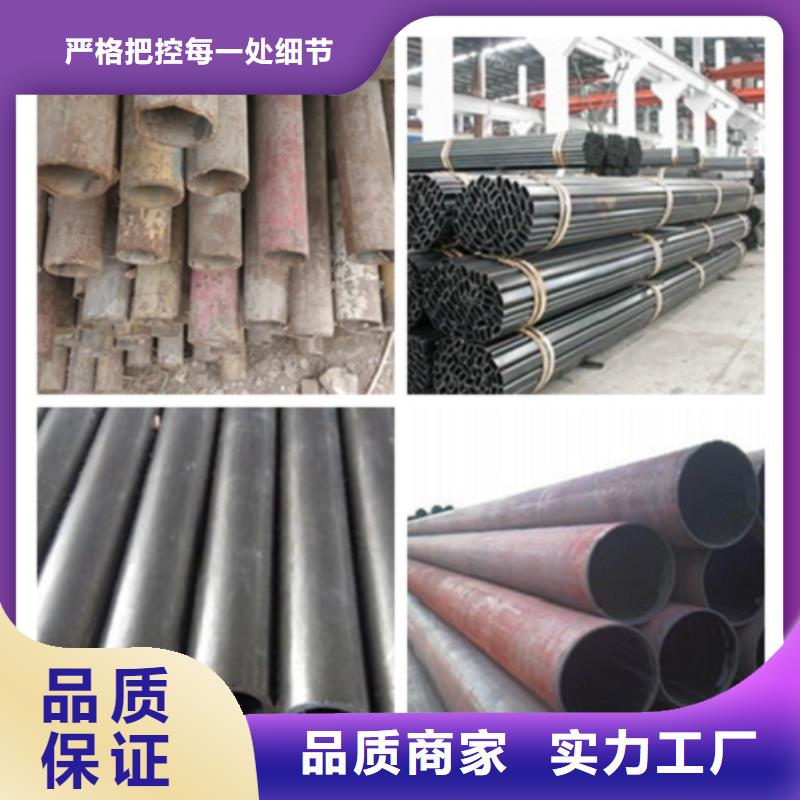
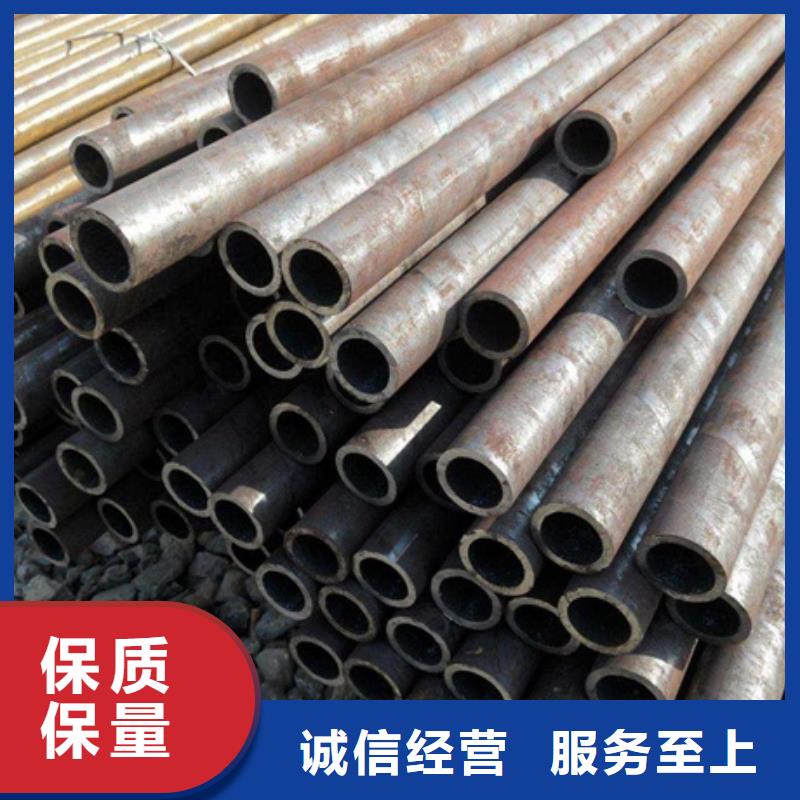
冷拔无缝钢管包括普通钢管、中低压锅炉管、高压锅炉管、合金钢管、不锈钢管、石油裂解管等钢管。还包括碳素薄壁钢管、合金薄壁钢管、不锈钢薄壁钢管和异形钢管。冷轧是在热处理中进行的。 冷拔无缝钢管生产工艺:方坯和稀有;加热和稀有;穿孔和稀有;头和稀有;退火和稀有;酸洗和稀有;油和稀有;多道次冷拔和稀有;方坯和稀有;热处理和稀有;矫直和稀有;水压试验 e. 冷拔无缝钢管的轧制方法比热轧复杂,前三步生产工艺基本相同。差异从第四个步骤开始。在圆坯空出来后,需要启动和退火。退火后,应使用特殊的酸。 尸体被腌制了。酸洗后,涂抹油。然后进行多次冷拔。热处理后,必须拉直。矫直后,钢管通过输送带送入金属探伤器进行内部探伤。如果在钢管中存在裂纹,也会选择气泡当量问题。 从外部看,冷拔无缝钢管的长度通常比无缝钢管短。厚壁无缝钢管根据用途不同, 有厚壁管和薄壁管。无缝钢管主要用做石油地质钻探管、石油化工用的裂化管、锅 炉管、轴承管以及汽车、拖拉机、航空用高精度结构钢管。在壁厚方面,冷拔无缝管比热轧无缝管更均匀。热轧管精度低,表面粗糙。冷拔管精度高,表面粗糙度好。



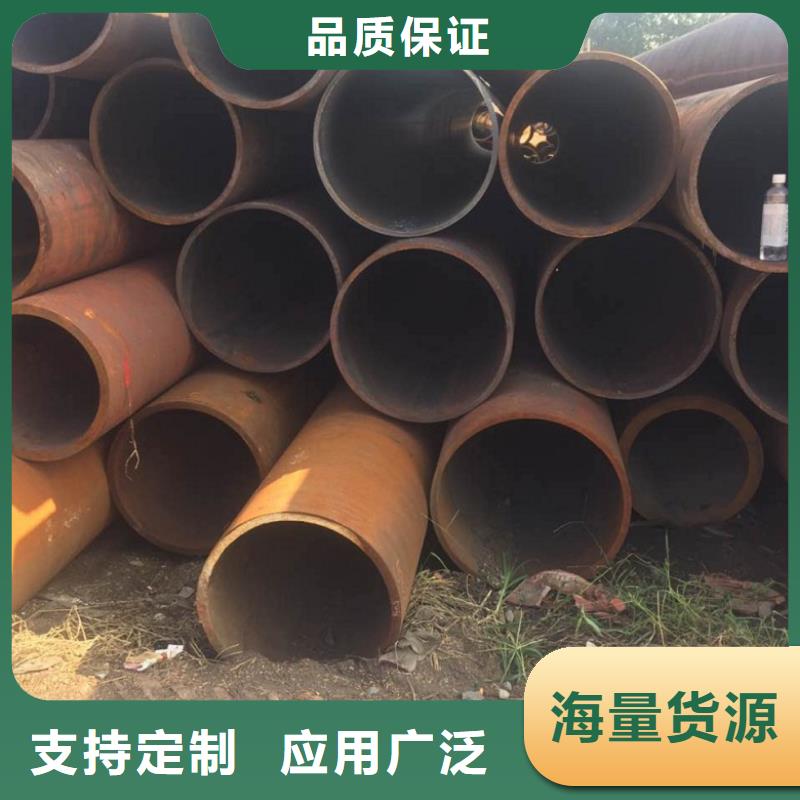
热连轧无缝钢管内结疤缺陷是存在于钢管内表面,类似于黄豆粒大小的凹坑,结疤内大部分有呈灰褐色或灰黑色的异物。内结疤的影响因素有:除氧化物剂、喷吹工艺、芯棒润滑等因素。下面就随无缝钢管厂家小编来看一下如何控制无缝钢管的内表面缺陷: 1、除氧化物剂 氧化物要求在芯棒预穿时处于熔融状态。其力度等严格要求。 1)除氧化物剂粉末粒度一般要求在16目左右。 2)除氧化物剂中硬脂酸钠的含量要达到12%以上,以使其能在毛管内腔中充分燃烧。 3)根据毛管内表面面积确定除氧化物剂的喷吹量,一般为1.5-2.0g/dm2,不同直径、长度的毛管喷吹得除氧化物剂量是不同的。 2、喷吹工艺参数 1)喷吹压力应与毛管直径、长度相配合,既保证吹扫有力,燃烧充分,又不能有未完全燃烧的除氧化物剂被气流从毛管内吹走。 2)吹扫时间应根据毛管直接、长度进行调节,以毛管内没有悬浮的金属氧化物再被吹出为标准。 3)喷嘴高度应根据毛管直径进行调节,以保证对中良好。每个班次要清理一次喷嘴,长时间停机要拆下喷嘴进行清洗。为保证除氧化物剂在毛管内壁均匀吹扫,在喷吹除氧化物剂工位使用选装装置,并配以旋转气压。 3、芯棒润滑 芯棒润滑效果不好或芯棒润滑剂温度过低,会产生内结疤。为了提高芯棒温度,可采取只一次冷却水冷却的办法。生产过程中需要严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,操作工应经常检查芯棒润滑状况。


大口径合金无缝管的生产工艺。它包括以下步骤:步骤一,物料准备;步骤二,管坯加热和斜轧穿孔;步骤三,毛管修整;步骤四,热扩变形定径;步骤五,热处理;步骤六,矫直;步骤七,内磨;步骤八,纠偏;步骤九,外磨;步骤十,探伤检验;步骤十一,再精整、终检和包装。本发明不但可以在大组距的范围内生产合金无缝钢管,而且投资相对较小,产品质量高,生产效率较高,生产成本较低。无缝钢管的主要生产流程 管坯及坯加热、管坯的穿孔、钢管的延伸、钢管的轧制、钢管定径与减径、钢管的冷却和精整 或者可以说是 钢胚的加热 穿孔 热扎 酸洗 冷拔 碳烧 切头 喷标 包装 成品。 一种无缝钢管的制造方法,其特征在于:设置将具有多个轧辊的轧制机座、以互相不同的轧制方向连续配置多台的芯棒式无缝管轧机,在这样的制造生产线上对无缝钢管进行轧制后,在多点上测定轧制后的钢管圆周方向上的壁厚,根据其测定结果,至少分别控制芯棒式无缝管轧机的终轧制机座上的轧辊各个轴的两端位置,以便使壁厚不均达到小。


