




我们的电气焊培训学校虎振烹饪学校招生电话随到随学视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:广西贺州电气焊培训学校虎振烹饪学校招生电话随到随学的图文介绍
全日制大专(贺州市分公司)凭借高素质的管理人员及认真负责的一线工人的共同努力,打造质量过硬的 汽修学校产品。
近年来,公司高度重视经营模式创新和改变,积j i发展电子商务,致力于打造以生产为基础,互联网为平台,电子商务运营为主要发力点,展望未来,公司将坚定不移的实施 汽修学校质量品牌战略,坚持“以责任坚守品质,以诚信服务客户”的经营理念,成长为 汽修学校综合服务商。


电气焊高级班
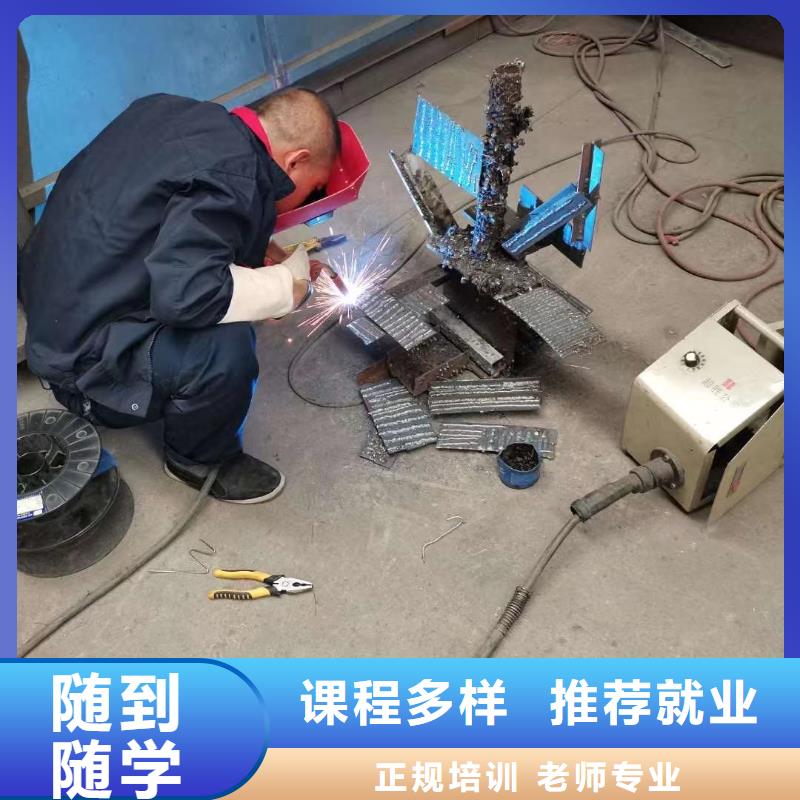
学习内容:电气焊短期培训班主要学习金属材料焊接与切割、平焊、立焊、横焊、仰焊。工业管道焊接,直径219毫米,属中低压容气焊接、中碳钢、锰钢、有色金属焊接。铜焊、铜瓦、铜套、铜管、车工刀头等焊接。还主要学习金属材料的分类,金属材料的焊接与切割,焊条的分类、焊条的使用、焊接设备的使用保养和维修,手工电弧焊的平焊、立焊、横焊和仰焊,全位置焊接及固定位置的焊接。对金属材料的对接、角接、T形接和搭接,全部都会应用和施工。焊接、气焊、气割,对金属材料的气焊包括钎焊都能掌握,凡是金属燃点低于熔点的材料,都能准确的进行切割。 学习大型机械铸缸体的焊接,铸铁齿轮牙的补焊、一般铸铁件焊接(包括气焊铸铁、电焊冷焊铸铁)。 对燃点高于熔点的金属材料,如不锈钢、铸铁、铜及铜合金、铝及铝合金、高合金难熔钢,我校有空气等离子切割设备,加工手段齐全。
学习内容:电气焊短期培训班主要学习金属材料焊接与切割、平焊、立焊、横焊、仰焊。工业管道焊接,直径219毫米,属中低压容气焊接、中碳钢、锰钢、有色金属焊接。铜焊、铜瓦、铜套、铜管、车工刀头等焊接。还主要学习金属材料的分类,金属材料的焊接与切割,焊条的分类、焊条的使用、焊接设备的使用保养和维修,手工电弧焊的平焊、立焊、横焊和仰焊,全位置焊接及固定位置的焊接。对金属材料的对接、角接、T形接和搭接,全部都会应用和施工。焊接、气焊、气割,对金属材料的气焊包括钎焊都能掌握,凡是金属燃点低于熔点的材料,都能准确的进行切割。 学习大型机械铸缸体的焊接,铸铁齿轮牙的补焊、一般铸铁件焊接(包括气焊铸铁、电焊冷焊铸铁)。 对燃点高于熔点的金属材料,如不锈钢、铸铁、铜及铜合金、铝及铝合金、高合金难熔钢,我校有空气等离子切割设备,加工手段齐全。



今后,保定虎振将一如既往,致力于焊接人才的培养。 虎振的优势 (1)教师实行末位淘汰,保证在岗教师都是精英;(2)设置大量实践课程,保证每个学员都有足够的实习时间和不限量实习耗材,毕业就能胜任各种焊接工作;(3)设有学生作品陈列室,欢迎学员到实习车间观摩、考察;(4)配备的教师都具有过硬的焊接技术和丰富的经验,学员可学到的技术,毕业后能胜任各种焊接工作;(5)使用国标3.2焊条供学员实习,与实际生产要求吻合;(6)提供多台不同型号的交流和直流脉冲、可控硅直流、逆变方波交直流等先进的焊接设备 ,可满足目前对焊接工种的基本要求;(7)收费透明,明确报价,一次收费;(8)学生入学就签订工作协议,毕业负责工作,直到满意为止。



二氧化碳保护焊原理
二氧化碳保护焊原理用外加气体作为电弧介质并并保护电弧和焊接区的电弧焊称为气体保护焊,二氧化碳气体保护焊利用CO2作为保护气体的气体保护焊简称CO2焊。二氧化碳气体保护焊利用从喷嘴中喷出的二氧化碳气体隔绝空气保护熔池的一种先进的熔焊方法。
二氧化碳气体保护焊属活性气体保护焊,可称为MAG焊。
从喷嘴中喷出的二氧化碳气体在高温高分解为一氧化碳并放出氧气。在焊接条件下二氧化碳和氧气会使铁和其它合金元素氧化。因此,在进行二氧化碳气体保护焊时,必须采取措施,防止母材和焊丝中合金元素的烧损。
二氧化碳保护焊原理用外加气体作为电弧介质并并保护电弧和焊接区的电弧焊称为气体保护焊,二氧化碳气体保护焊利用CO2作为保护气体的气体保护焊简称CO2焊。二氧化碳气体保护焊利用从喷嘴中喷出的二氧化碳气体隔绝空气保护熔池的一种先进的熔焊方法。
二氧化碳气体保护焊属活性气体保护焊,可称为MAG焊。
从喷嘴中喷出的二氧化碳气体在高温高分解为一氧化碳并放出氧气。在焊接条件下二氧化碳和氧气会使铁和其它合金元素氧化。因此,在进行二氧化碳气体保护焊时,必须采取措施,防止母材和焊丝中合金元素的烧损。



焊接培训中电弧的静特性、电源极性的应用
重点:电弧静特性曲线,电弧电压弧长,电源极性及应用
难点:对电弧静特性了解,电弧电压与弧长的关系,正接反接应用
一.电弧的静特性
1.电弧静特性曲线
电弧燃烧时,焊接培训电流和电压的变化关系称电弧的静特性曲线。
2.静特性曲线的区域是根据焊接培训方法而定的
1)手工电弧焊,受使用电流限制,500A,静特性曲线无上升特性区
2)埋弧自动焊,正常是平特曲,大电流则为上升特性区
3)钨极氩弧焊,小电流为下降特性区,大电流为平特区
重点:电弧静特性曲线,电弧电压弧长,电源极性及应用
难点:对电弧静特性了解,电弧电压与弧长的关系,正接反接应用
一.电弧的静特性
1.电弧静特性曲线
电弧燃烧时,焊接培训电流和电压的变化关系称电弧的静特性曲线。
2.静特性曲线的区域是根据焊接培训方法而定的
1)手工电弧焊,受使用电流限制,500A,静特性曲线无上升特性区
2)埋弧自动焊,正常是平特曲,大电流则为上升特性区
3)钨极氩弧焊,小电流为下降特性区,大电流为平特区