


深入了解球墨铸铁型材球墨铸铁管货源足质量好产品,一部视频就够了,快来观看!
以下是:福州马尾球墨铸铁型材球墨铸铁管货源足质量好的图文介绍
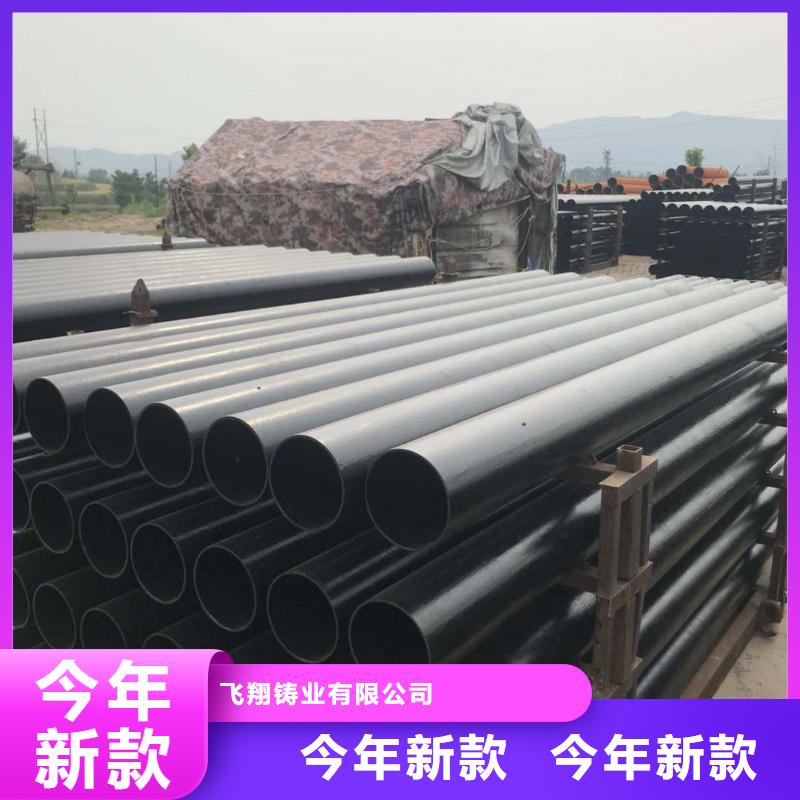
飞翔铸业(福州市马尾区分公司)是一家集生产与销售 国标K9球墨铸铁管厂家产品的优质供应商。公司自成立以来始终坚持以“质量di yi、服务di yi、诚信经营、共谋发展”的经营理念,管理上坚持以人为本,服务上以客户为尊。我司拥有雄厚的技术开发力量、严格的产品质量检验、先进的设计标准、合理的配套结构、采用了世界上先进的生产工艺。飞翔铸业(福州市马尾区分公司)把产品质量作为企业生存的根本,把用户作为企业的上帝,与广大用户、四海宾朋互利合作,携手共进,共谋发展,共创光辉灿烂的明天!


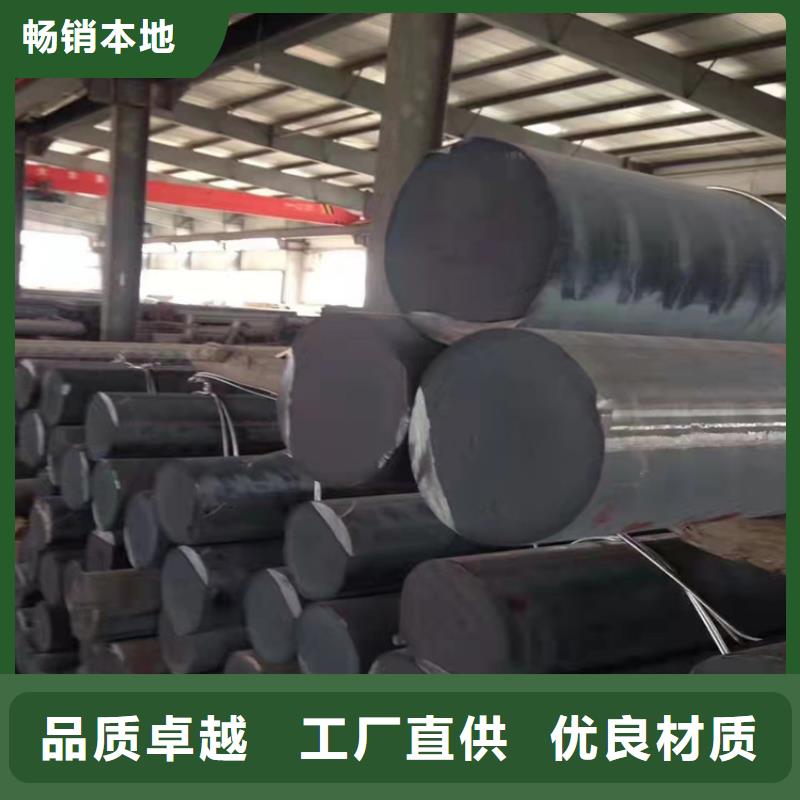
铸态下的球墨铸铁基体组织一般为铁素体与珠光体,采用热处理方法来改变球墨铸铁基体组织,可有效地提高力学性能。常用的热处理方法如下:[退火]:球墨铸铁型材的退火分为去应力退火、低温退火和高温退火。去应力退火工艺与灰铸铁相同。低温退火和高温退火的目的是使组织中的渗碳体分解,获得铁素体球墨铸铁,提高塑性与韧性,改善切削加工性能。[正火]:球墨铸铁正火的目的是增加基体中珠光体的数量,或获得全部珠光体的基体,起细化晶粒,提高铸件的强度和耐磨性能的作用。正火分为低温正火和高温正火。[调质处理]:将铸件加热到860~920℃,保温2~4小时后油中淬火,然后在550~600℃回火2~4小时,得到回火索氏体加球状石墨的组织,具有良好的综合力学性能,用于受力复杂和综合力学性能要求高的重要铸件,如曲轴与连杆等。[等温淬火]:将球墨铸铁棒、件加热到850~900℃,保温后迅速放入250~350℃的盐浴中等温60~90分钟,然后出炉空冷,获得下贝氏体基体加球状石墨的组织,使综合力学性能良好,用于形状复杂,热处理易变形开裂,要求强度高、塑性和韧性好、截面尺寸不大的零件。



球墨铸铁型材,现在通过观察试块来判断球化情况是普遍采用的一种方法。各厂所用试块形状很多、尺寸各异,多数工厂采用三角形试块。根据我厂生产特点、铸件大小和厚薄,选用三角试块截面积尺寸为12.5mm(底)×50mm((高)。还有些工厂采用圆形试块,例如Ф15mm、Ф25mm、Ф30mm不等。铁液理毕后用取样勺由铁液表面以下200mm处出液并浇成试块并冷至暗红色方可水淬冷却球良的块外圆比灰铸铁大得多外观清洁光亮很有砂通常立浇的三角试块两侧有缩陷卧浇块顶面或两侧有缩陷试块冷却敲断后球化良好试,呈银白色或银灰色瓷状断口白口清晰中间有疏松若断口呈银白色并有放射状花纹则表球剂加入量偏高产生的碳化物较多此时试块入时发出“”的脆裂声试片轻击即断且新击的口很浓的电石气味因此好浇注时进行浮硅育若口呈银灰色并有均匀分布的小黑点若断呈色晶。三角试样球化质量的两种鉴别方法。需要注意的是,球墨铸铁型材球化良好的三角试块经淬水打断后立即会有电石气味逸出。2)白口深度与球墨铸铁种类、类型和铁液成分有关,因此表中没有给出数据,稀土镁球墨铸铁棒白口深度不十分明显。



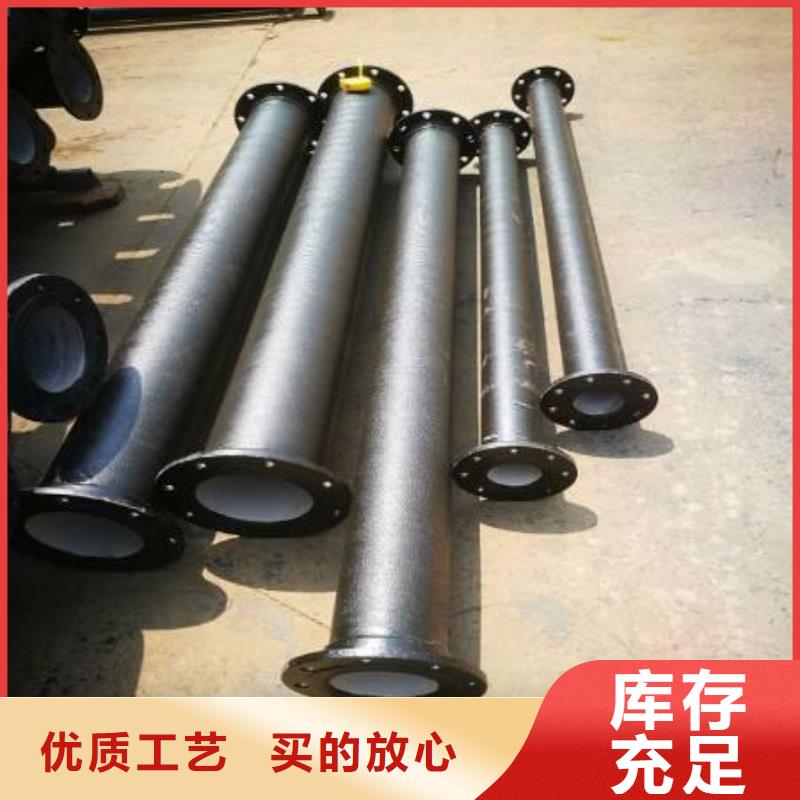
球墨铸铁型材可以焊接。焊接方法视铸铁棒的材质、复杂程度、缺陷类型和尺寸,以及切削加工和技术要求等来选择不同焊接方法。并按不同的焊接要求作焊前准备,如油污及夹砂、开坡口或预热等。焊接方法有气焊、钎焊、手工电弧焊、手工电渣焊。其中气焊分为热焊法、加热减应区法、不预热气焊;手工电弧焊分为冷焊、半热焊、不预热焊和热焊。铸铁棒焊接的应用:1、 铸造缺陷的焊接修复。采用焊接方法修复有缺陷的铸铁棒,由于焊接成本低,不仅可获得巨大的经济效益,而且有利于及时完成生产任务。2、已损坏的铸铁棒成品件的焊接修复。铸铁成品件在使用过程中会受到损坏,出现裂纹等缺陷,使其报废。若换新的不仅价格昂贵,而且需要很长时间,用焊接方法可以及时修复出现的裂纹。3、零部件的生产。指用焊接的方法将铸铁棒(主要是球墨铸铁棒)件与铸铁件、各种钢件或有色金属焊接起来而生产出零件

