


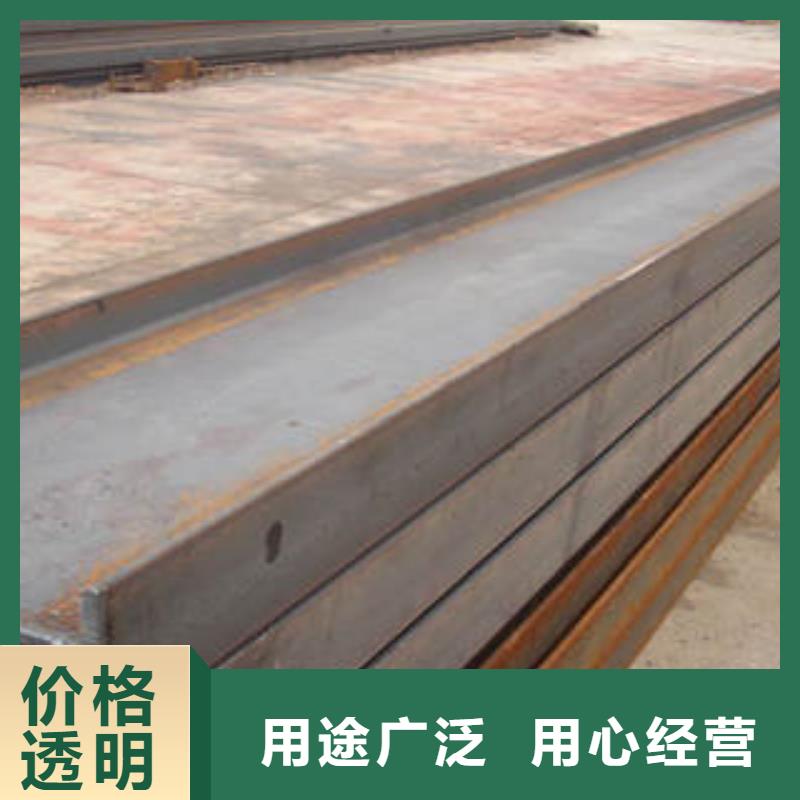
无论您是初次接触还是已经熟悉,我们的H型钢 热轧钢板用途广泛产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:陕西榆林H型钢 热轧钢板用途广泛的图文介绍


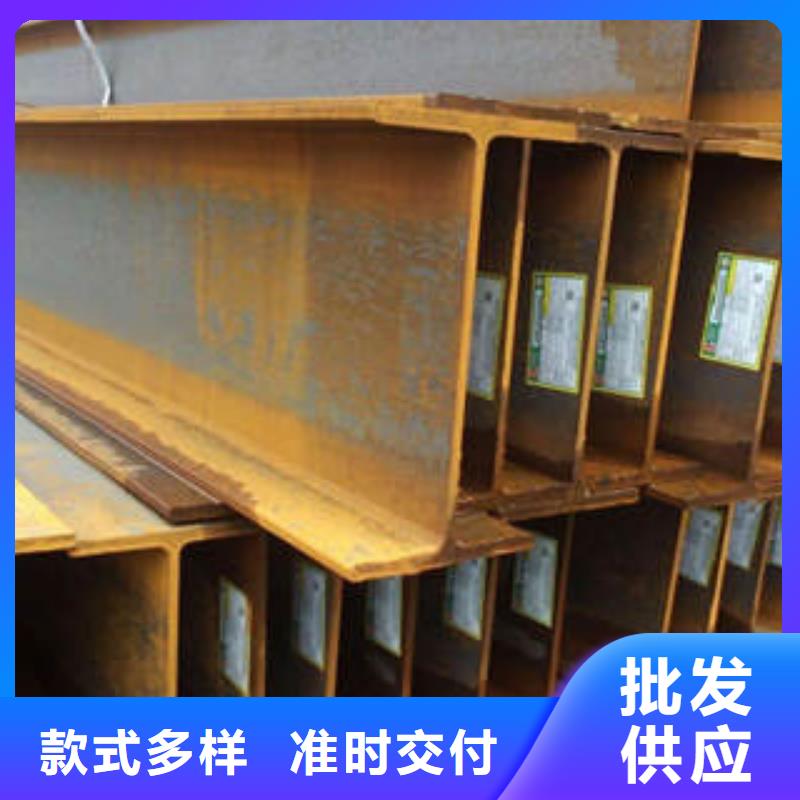
H型钢属于经济裁面型材(其它还有冷弯薄壁型钢、压型钢板等),由于截面形状合理,它们能使钢材更高地发挥效能,提高承载能力。不同于普通工字型的是H型钢的翼缘进行了加宽,且内、外表面通常是平行的,这样可便于用高强度螺栓和其他构件连接。其尺寸构成系列合理,型号齐全,便于设计选用。
H型钢的翼缘都是等厚度的,有轧制截面,也有由3块板焊接组成的组合截面。工字钢都是轧制截面,由于生产工艺差,翼缘内边有1:10坡度。H型钢的轧制不同于普通工字钢仅用一套水平轧辊,由于其翼缘较宽且无斜度(或斜度很小),故须增设一组立式轧辊同时进行辊轧,因此,其轧制工艺和设备都比普通轧机复杂。国内可生产的 轧制H型钢高度为800mm,超过了只能是焊接组合截面。我国热轧H型钢国标(GB/T11263-1998)将H型钢分为窄翼缘、宽翼缘和钢桩三类,其代号分别为hz、hk和hu。窄翼缘H型钢适用于梁或压弯构件,而宽翼缘H型钢和H型钢桩则适用于轴心受压构件或压弯构件。工字钢与H型钢相比,等重量前提下,w、 ix、 iy都不如H型钢。
H型钢的翼缘都是等厚度的,有轧制截面,也有由3块板焊接组成的组合截面。工字钢都是轧制截面,由于生产工艺差,翼缘内边有1:10坡度。H型钢的轧制不同于普通工字钢仅用一套水平轧辊,由于其翼缘较宽且无斜度(或斜度很小),故须增设一组立式轧辊同时进行辊轧,因此,其轧制工艺和设备都比普通轧机复杂。国内可生产的 轧制H型钢高度为800mm,超过了只能是焊接组合截面。我国热轧H型钢国标(GB/T11263-1998)将H型钢分为窄翼缘、宽翼缘和钢桩三类,其代号分别为hz、hk和hu。窄翼缘H型钢适用于梁或压弯构件,而宽翼缘H型钢和H型钢桩则适用于轴心受压构件或压弯构件。工字钢与H型钢相比,等重量前提下,w、 ix、 iy都不如H型钢。



钢铁已经是建筑行业中不可缺少的一种材料了,不管是工字钢还是H型钢使用都很广泛,不仅仅是建筑行业,工业用的也比较多,那么工字钢和H型钢在使用中有哪些区别呢. ,工字钢的截面尺寸比较高而且比较窄,一般只能用于腹板平面内的受弯构件,一般不宜使用轴心的受压构件,这也是它不能被广泛运用的原因.第二H型钢的话截面设计的比较合理.它具有承载能力, 它的翼缘比工字钢的翼缘要宽而且内外都是平行的,这样的设计更方便和其他的部件连接.第三H型钢的翼缘厚度都是相等的,它的翼缘可以承受两个方向的重力,而且很平稳.不会出现失衡的情况.但是工字钢是不可以的,就算是加厚的话如果承载重力也不平稳.因为它的边比较长,而且比较高,所以只能承受一个方向的重力.所以一般考虑到工字钢的缺陷.它只能在横梁中使用.随着钢材建筑的需要大多会选择使用H型钢。


多年来金宏通钢管(榆林市分公司)生产的 工字钢凭借优越的品质与周到的服务力拙群雄,赢得了来自全国各地无数的称赞,也赢得了无数忠实的客户。
品质铸就品牌,创新赢取未来”的经营理念表达了我们对品质与创新的不懈追求。 “以市场为导向,以人才为纽带,以资本为后盾,以品牌为目标”的发展战略预示着美好明天。
热诚欢迎广大客户与我们携手,共创辉煌!



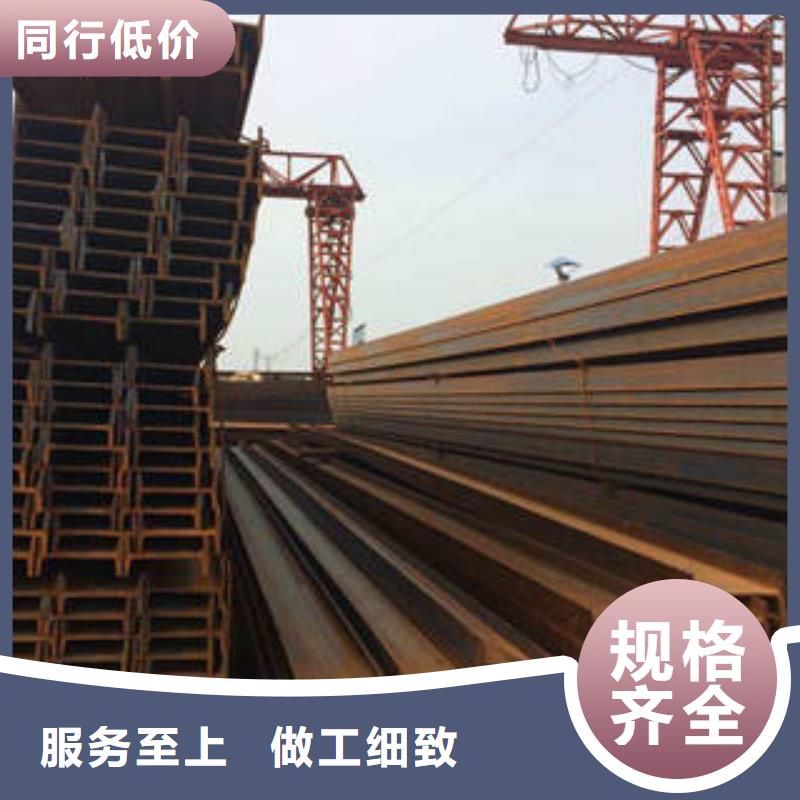
H型钢构桥自墩上向两边外伸悬壁,以悬壁做为支承点,因状似英文字母“T”因此而出名。相比混凝土构造公路桥梁,H型钢构造公路桥梁具备工程施工系统进程快、弯曲刚度相对性很大、承载能力和延展性更胜一筹且工程造价经济发展等优点,也具有与传统式的混凝土结构构造和砖混市场竞争的整体实力,目前在世界各国的桥梁施工中已取得普遍应用。在具体工程施工全过程中,H型钢构造公路桥梁种类具有以下特性:
归功于以负弯距为支撑点,此类公路桥梁恒载、活载均有卸载掉功效;
负弯距和桥墩的应用大大的减缩了跨中正弯距,弯矩图总面积减少促使公路桥梁超越工作能力扩大;
T构地区独立支承,在形变和承担外力作用等层面不那麼不尽如人意,且对温度差及光照较比较敏感。
归功于以负弯距为支撑点,此类公路桥梁恒载、活载均有卸载掉功效;
负弯距和桥墩的应用大大的减缩了跨中正弯距,弯矩图总面积减少促使公路桥梁超越工作能力扩大;
T构地区独立支承,在形变和承担外力作用等层面不那麼不尽如人意,且对温度差及光照较比较敏感。


因此,H型钢以轧制方法生产为主。在现代化的轧钢生产中,使用轧机轧制H型钢。H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用轧机尚不能对翼缘边端施以压下,这样就需要在 机架后设置轧边端机,俗称轧边机,以便对翼缘边端给予压下并控制翼缘宽度。
H型钢在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次,或者是令轧件通过由几架 机座和一两架轧边端机座组成的连轧机组,每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了保证重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。为修正成品翼缘的倾角,设置成品轧机,又叫精轧机,其水平辊侧面与水平辊轴线垂直或有较小的倾斜角,一般不大于20′,立辊呈圆柱状。
H型钢在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次,或者是令轧件通过由几架 机座和一两架轧边端机座组成的连轧机组,每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了保证重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。为修正成品翼缘的倾角,设置成品轧机,又叫精轧机,其水平辊侧面与水平辊轴线垂直或有较小的倾斜角,一般不大于20′,立辊呈圆柱状。


