



联系我们

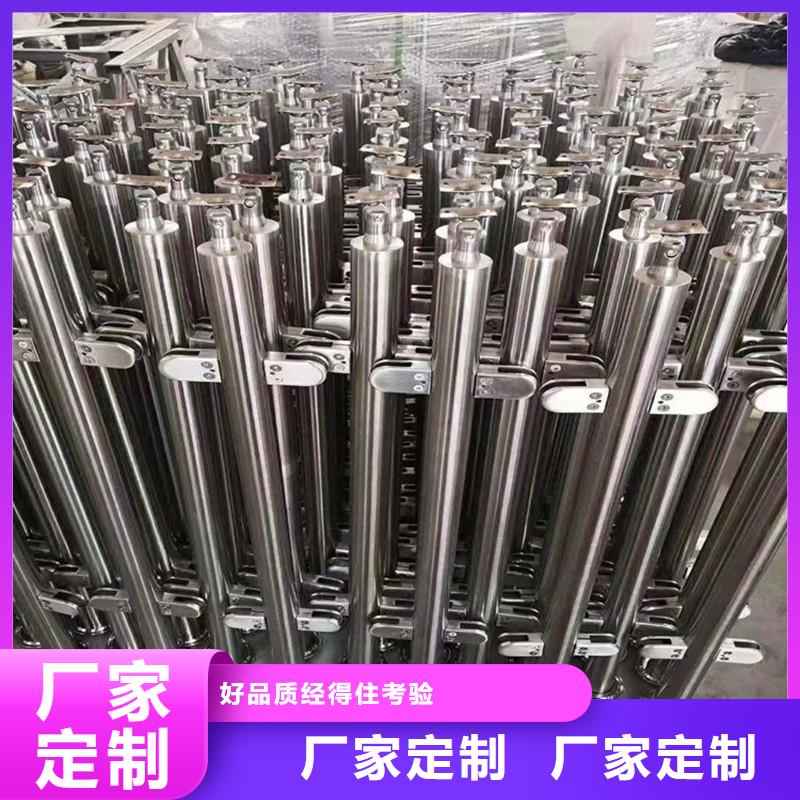
激光切管【交通护栏】优良材质
更新时间:2026-05-28 14:12:40 ip归属地:深圳,天气:多云转晴,温度:27-34 浏览次数:14 公司名称:聊城 鸿山金属制造(深圳市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 机械加工 | 激光切割 |
| 图纸定制 | 可出图纸 |
| 包工包料 | 免费出图纸 |
| 激光切割 | 氧气精密切割 |
| 精密开孔 | 公差0.05 |
| 范围 | 激光切管【交通护栏】供应范围覆盖广东省、广州市、深圳市、珠海市、汕头市、佛山市、湛江市、江门市、韶关市、惠州市、茂名市、汕尾市、东莞市、中山市、潮州市、肇庆市、梅州市、河源市、阳江市、揭阳市、云浮市 罗湖区、福田区、南山区、宝安区、龙岗区、盐田区、横岗街道、平湖街道、南山区、坂田街道、光明区、观澜街道、西丽街道、龙岗区、民治街道、沙井街道、石岩街道、公明街道、坪山区、松岗街道、梅林街道、蛇口街道、罗湖区、龙华街道、福永街道、大浪街道、福田区、南头镇、东门街道、布吉街道、坑梓街道、大梅沙社区、沙头角街道、宝安区、西乡街道等区域。 |



激光切割技术是一项生产效率高、生产率高的技术
1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
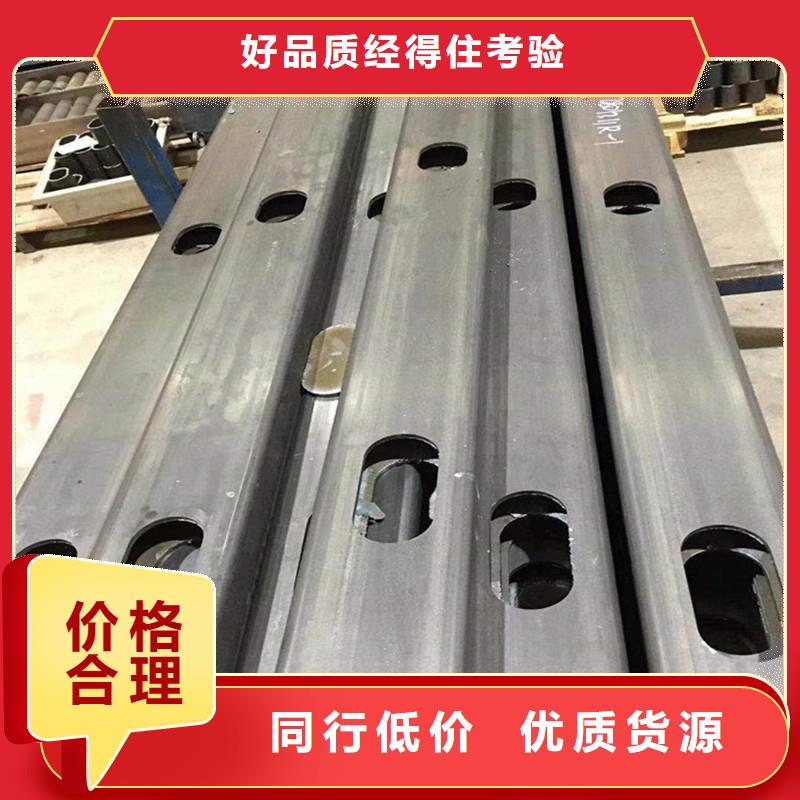
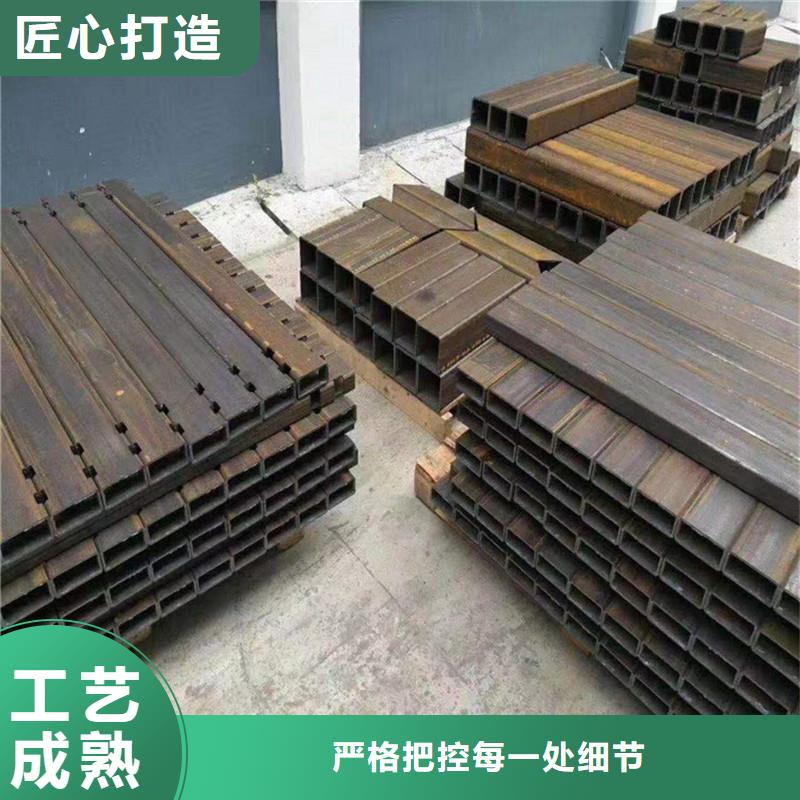
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
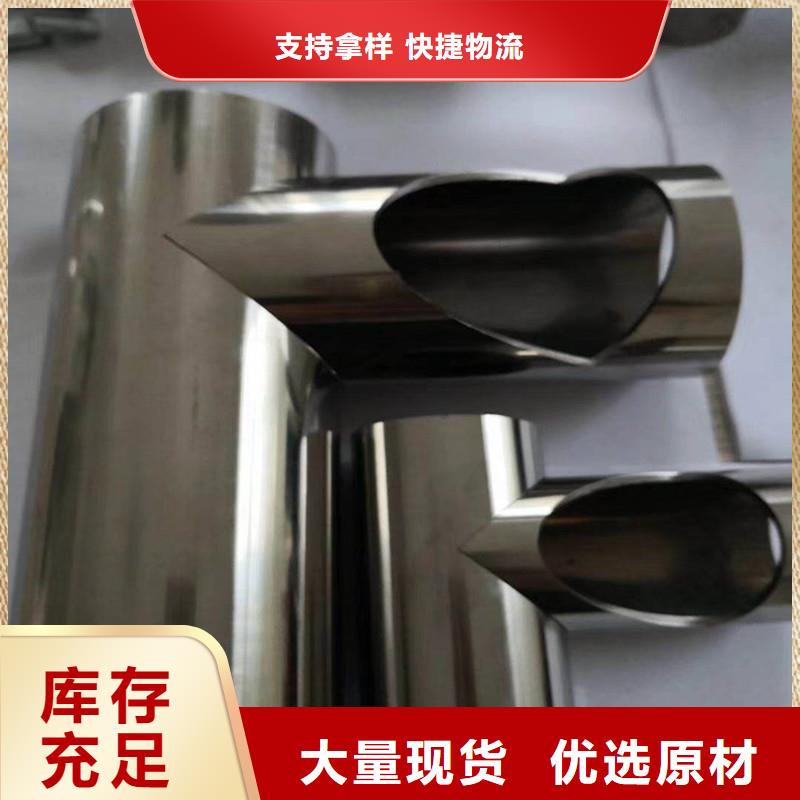
。激光切管机有四个优点。1. 切削精度高,尺寸精度高,切削光洁,无毛刺,材料损耗小;2. 激光切割的热影响区很小 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中,首先使用打,几乎不存在热变形和氧化现象。可以制作出高质量、更一致的零件,尤其有利于后续的自动焊接;3.切割效率高,可实现批量生产。激光切割的所有操作都可以统一到同一个单元作为一个连续的操作流程,大大缩短了物流时间。标准管材长度为6米,采用传统加工方法需要非常重的夹紧,而激光加工可以轻松的完成数米管材的夹紧和定位,使得批量加工成为可能。4. 激光切割机采用数字系统控制,这也是激光切割机切割管材的优点之一。首先,它保证了准确性和灵活性。激光管切割技术可以加工任何已编程的形状,可以完成任意方向的切割。模板的形状可以在没有任何工具的帮助下快速改变。在不影响整个生产过程的情况下,修改设计方案;更大的优点是终端用户可以控制短版或中版的制作,而不用制作大量的模板,可以更快地响应客户的需求
1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
,实现个性化定制。


联合的形式,有三种基本情况,即两个不同的贱金属的联合,联合相同的贱金属,但不同的填充金属(如联合与奥氏体中碳调质钢焊接的焊 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中,首先使用打接材料),
1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
和复合金属板的联合。激光切管不同材料的焊接是将两种不同的金属焊接在一起,产生与母材具有不同性能和组织的过渡层。由于不同金属在元素性能、物理性能和化学性能上存在显著差异,不同金属的焊接在焊接机理和操作工艺上要比相同材料复杂得多。
异种材料焊接存在的主要问题如下
1. 不同材料之间的熔点差异越大,越难焊接。
1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
这是因为当低熔点的材料达到熔化状态时,高熔点的材料仍处于固态。此时,熔化的材料容易渗透到过热区晶界,造成低熔点材料的损失,合金元素的燃烧或蒸发,使焊接接头难以焊接。例如,在焊接铁和铅时(熔点差别很大),两种材料在固态时既不能相互溶解,在液态时也不能相互溶解。液态金属呈层状分布,冷却后分别结晶。



鸿山金属制造(深圳市分公司)拥有一支成熟的 304不锈钢复合管专家队伍,依靠周到专业的服务和丰富的人力资源,已为两千多家企业通过相应的 304不锈钢复合管。关注服务品质,创造企业价值,节省客户成本 我们的愿景:传递品质信念,突破行业传统思维模式,构建现代运营体系。


激光打孔是通过高功率密度、
1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中,首先使用打在金属激光切割机的实际切割过程中,能够切割通过的板材的厚度是有限的,这与切割边缘的铁不稳定燃烧密切相关。为了使燃烧过程继续进行,狭缝顶部的温度须达到燃点。单靠氧化铁燃烧反应释放的能量并不能保证燃烧过程的连续性。
一方面,由于从喷嘴流出的氧气使狭缝不断冷却,
1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
使切削刃温度降低;另一方面,燃烧形成的氧化亚铁层覆盖在工件表面,阻碍了氧气的扩散。当氧气浓度降低到一定程度时,燃烧过程就会熄灭。采用传统的会聚光束进行激光切割时,激光束作用于表面的面积非常小。由于激光功率密度高,工件表面温度不仅在激光辐射区域内达到燃点,激光切管而且由于热传导在更宽的区域内。作用在工件表面的氧流直径大于激光束直径。这表明,不仅在激光辐射区域,而且在激光光斑的外围也发生了强烈的燃烧反应。


