


联系我们

钢筋笼滚笼机性价比高河南建贸机械
更新时间:2026-04-13 06:50:42 ip归属地:上饶,天气:阵雨,温度:18-23 浏览次数:2 公司名称: 建贸机械设备(上饶市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 26000 |
| 发货期限 | 24h |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 小起订 | 1 |
| 质量等级 | 特级 |
| 是否厂家 | 是 |
| 产品材质 | 钢 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMRLJ-3000 |
| 发货城市 | 河南长葛 |
| 产品产地 | 河南长葛 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3.5t |
| 质保时间 | 一年 |
| 设备名称 | 钢筋笼绕筋机 |
| 型号 | JMRLJ3000型 |
| 加工范围 | 400-3000MM |
| 整机重量 | 3500KG |
| 安装尺寸 | 16*5M |
| 范围 | 钢筋笼滚笼机河南建贸机械供应范围覆盖江西省、南昌市、景德镇市、九江市、赣州市、萍乡市、新余市、吉安市、上饶市、抚州市、宜春市 信州区、广丰区、玉山县、铅山县、横峰县、弋阳县、余干县、鄱阳县、万年县、婺源县、德兴市等区域。 |
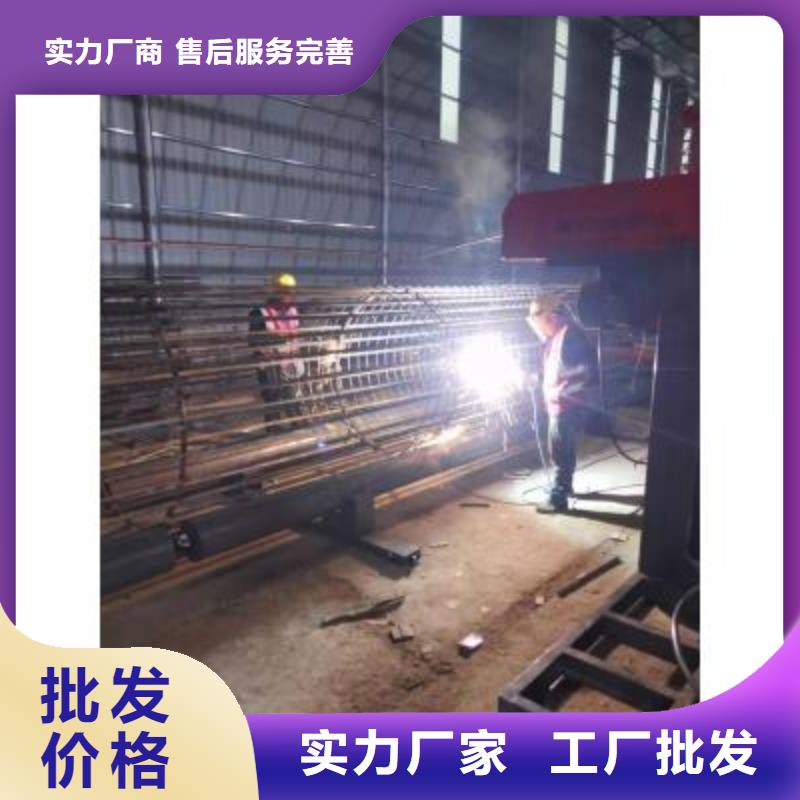

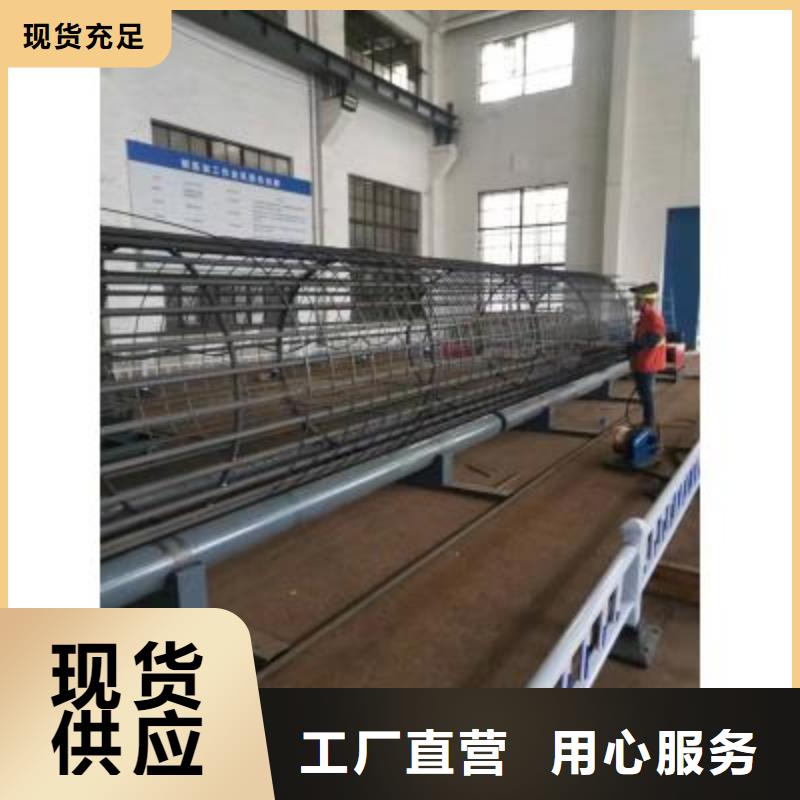
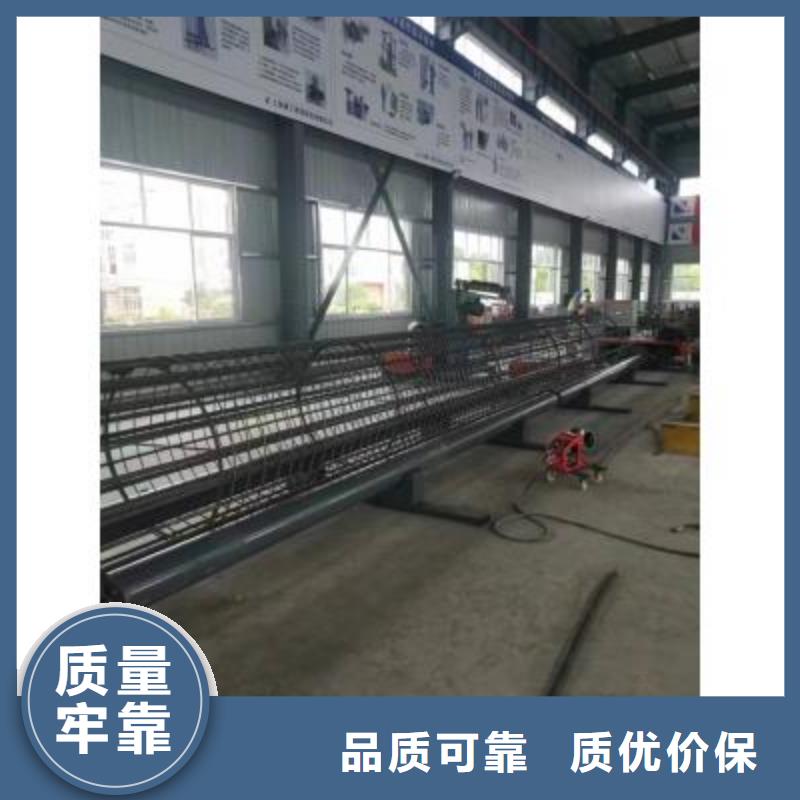


工作原理:工地3000型钢筋笼滚笼机主机是采用摩擦传动原理----即钢筋笼平置于2组橡胶动力托辊之间转动,小车载着线材平行于主机匀速实施,形成螺旋状绕筋,同时在缠绕过程中施焊(亦可快速缠绕后施焊或绑扎)直至完成研发生产。钢筋弯曲中心等数控钢筋连接加工设备!致力于推动中铁,中建,中交等建筑施工单位钢筋加工工厂化,化,商品化的发展。1.上饶钢筋笼绕筋机一、设备结构1:拖动导轨,2:控制台,3:拖动驱动,4:主筋料架,5:钢筋笼液压支撑装置,6:固定驱动机构,7:驱动机构,8:主筋固定器,9:主筋导管,10:主筋承接分隔,11:箍筋放线架,12:箍筋矫直机构,13:主筋上料。二、性能指标●钢筋笼直径:Φ300~1500mm;●钢筋笼大长度:12-27m;●材料规格:主筋Φ12~40mm,箍筋Φ5~16mm盘筋直接作业●间距范围:50-450mm●焊接:手动焊接任选●操作人数:少2人●设备功率:10KWH~23KWH●设备尺寸:总长度63.5米宽2.25米高2.5米●设备重量:13吨
钢筋笼滚焊机主要用于桥梁、高铁等建筑工程。由于采用PLC控制,焊接自动化程度高,精度高等诸多优点被广泛使用。不过对于应用场地准备要求也是比较多的。钢筋笼绕筋机
10、要特别注意如下事项:
1)设备操作人员须经设备供应方的技术人员操作培训方可进行设备操作,要对设备性能进行充分了解;
2)严禁用水或压缩空气对电器设备进行冲洗或吹灰;
3)严禁用湿布或潮湿刷子对电气柜中的电气器件进行清灰作业;
4)严禁非操作人员擅自操作设备(如变频器、触摸屏等内置参数擅自修改),否则极易造成设备损坏或伤害他人的事故发生

钢筋笼滚焊机的使用代替了原有的传统手工,并且为我国桥梁和高铁的加工制作提供了极大的好处,为了让我们更加熟悉这种设备,下述就
让你们来看看有关于它的工作原理和亮点说明。
@根据施工要求,钢筋笼的主筋通过人工穿过固定旋转盘相应模板圆孔至移动旋转盘的相应孔中进行
固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定旋转盘及移动旋转盘转动把绕筋缠
,绕在主筋上(移动盘是一边旋转一边后移) 同时进行焊接,从而形成产品钢筋笼--这就是钻孔灌
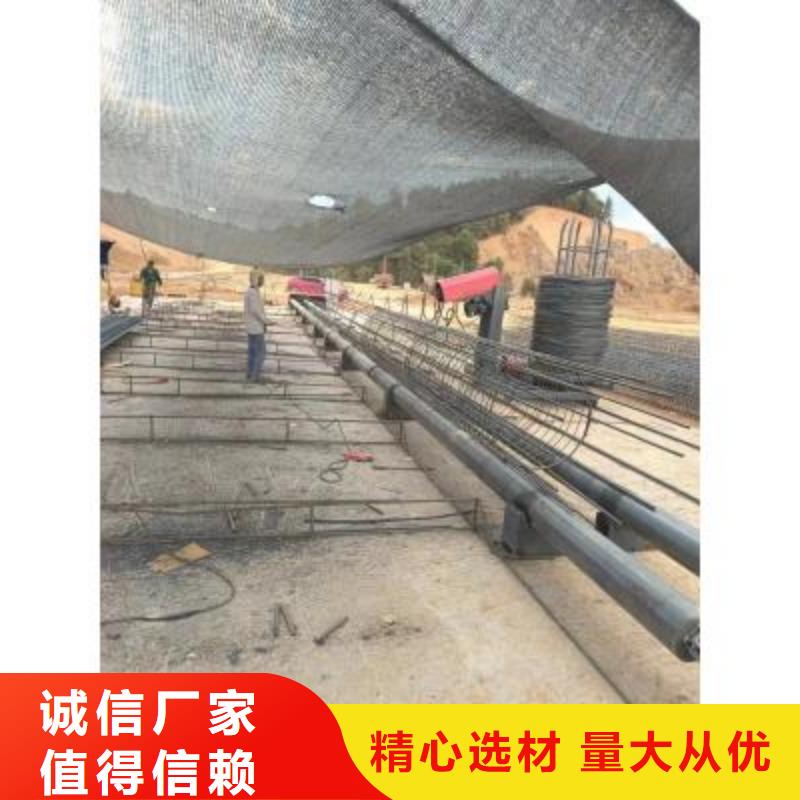
B注桩钢筋笼滚焊机即“钢筋笼绕筋机“的工作原理。5)设备到达现场后 接到买方通知3天内派人现场进行指导安装5日内调试完毕试生产买卖双方共同协商制定详细的试生产方案卖方跟踪调试至完全生产要求试生产7日内达到预期目标并签署验收报告;
 <上饶>建贸机械设备有限公司
上饶市钢筋笼滚笼机性价比高河南建贸机械
<上饶>建贸机械设备有限公司
上饶市钢筋笼滚笼机性价比高河南建贸机械

二、技术参数1、型号; TYGJL3000型 (按基本型配置)2、加工范围;钢筋笼直径φ600---φ3000mm 长度12m3、绕筋线速;0---15.44、小车速度;0---1.38济宁腾宇上饶钢筋笼绕筋机生产厂家采用半自动的方法去完成其绕筋成型整个工艺过程的专用机械装备(亦可在胶辊上制作骨架) 5,胶辊电机;Y90L-4 功率4kw6、小车电机;Y90L-4 功率1.5kw7、整机质量;3500kg 小车 15*1.3*1.59、安装尺寸;16三 功能应用 主机;含机架、底座、胶辊、传动系统等。胶辊旋转带动钢筋笼转动,按图纸设计间距,配合小车移动缠绕箍筋成型。一般不建议在设备上进行骨架制作,会影响生产线效率。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊完全部主筋。若采用划线分度工艺,则不分旋转反向。