




产品视频展示,助您洞悉【防撞护栏】桥梁护栏本地配送产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
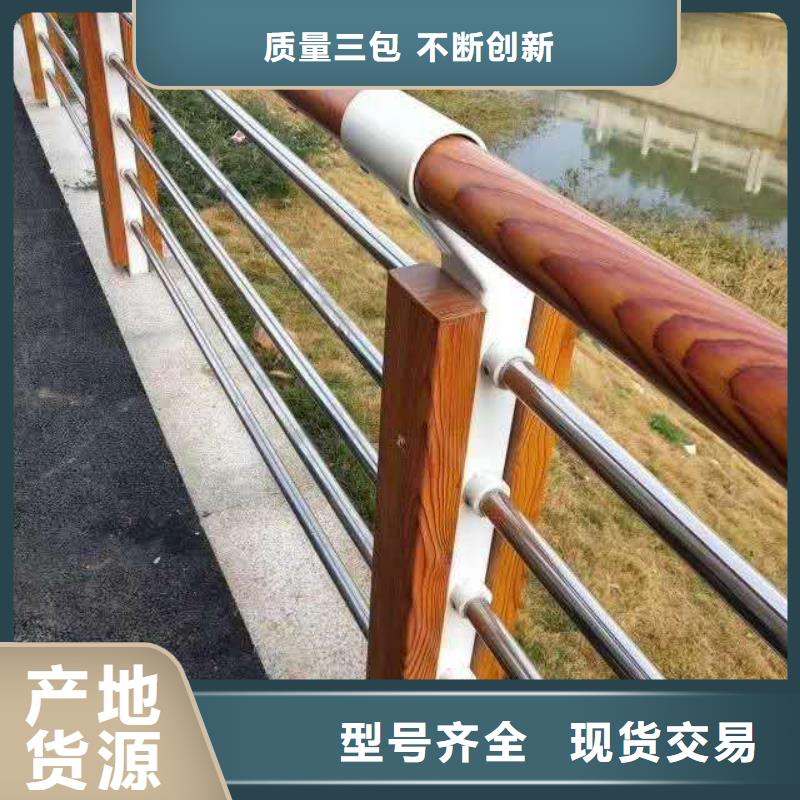
以下是:广东深圳【防撞护栏】桥梁护栏本地配送的图文介绍

立佳金属制品(深圳市分公司)拥有多年的 304不锈钢复合管生产经验和强大的生产能力,以科学的质量管理体系为支撑,以品质管理为基石,以先进的生产设备为依托,专业的技术人员为保障。我厂秉承坚持以质量诚信为原则,奉献真诚的方针,竭诚为广大客户服务。 我厂 以产量高、质量优、规格全、品种多、价格低、供货速度快而著称, 304不锈钢复合管产品在市场上深受广大客户的青睐。 我们的经营方针是:以人为本、用户至上、专业生产、技术创新。我们将以“开拓、进取、求实、创新”的精神与广大同仁共创美好的明天,并期待更好的与广大新老客户真诚合作、


内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。



内衬不锈钢复合钢管基层为Q235B, 因此采用 SMAW 的方法, 焊条选择准 3.2 mm 的 THA302 为合适, 既可以保证焊缝金属的强度, 还可以保证其塑韧性。 内衬不锈钢复合管在焊接时首先进行下料, 必须采用车床, 锯床等冷加工机械进行下料, 严禁使用火焰或等离子等切割工艺, 接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理, 焊缝坡口的加工一般须采用专用坡口机, 车床等冷加工机械, 严禁采用火焰切割等热加工方法加工, 然后对内衬不锈钢复合管的坡口进行整形, 以内径尺寸为准, 采用内芯整圆的方法, 使焊接坡口处复层的椭圆度偏差符合要求。 焊接不锈钢复合钢的焊工需要具备焊接基层和复层母材的焊工资质,焊接过渡层的焊工同时还应具有耐蚀堆焊资质。 施焊之前必须有合格的焊接工艺评定。 焊接工艺评定编制前, 必须明确所要选取的焊材、 焊接顺序、是否要求焊前预热及焊后热处理。



其目的是:对所需检查的桥梁护栏支架的技术状况和存在的主要问题形成一个总体印象。或原有结构不合理,为彻底隐患,对原有结构进行部分或全部改造为保证行车,在高速公路沿线以及其他各级公路有必要的地方要设置铸铁护栏底座、护柱、护墙等。钢板焊接支架生产制造过程成型准确,可按不同图纸的设计要求生产,同时产品的外观尺寸与图纸设计要求一致,并且外形观,可满足市政及高速公路景观设计的要求。安装:钢板焊接支架安装方便,安装费用低。桥梁护栏支架护栏底座的设计人员在构思中,必须有对产品的概念形式。为达到这一步,设计者在长期的学习过程中要有意识的观察和研究许多实际桥梁支架护栏底座。应该清楚,什么地形适宜什么材质、什么规格、安装后起到什么样的效果、地质条件对选择桥梁护栏支架护栏底座也有很大的影响。 专业问题可随时联系我们客户人员,我们会为您专业解答,铸铁护栏底座、桥梁护栏支架等设施不仅提高出行。禁令标志:指示各种必须遵守的交通限制的标志,如速度限制、载重限制、高度限制、停车限制等、桥梁支架使用规定1.严禁在支架上嬉闹3或坐在护栏上及不处休息。公路防撞护栏按设置位置可分为路侧护栏和分隔带护栏。更详细的信息请与公司销售人员联系。铸铁防撞护栏支架安装事项与铸铁防撞护栏支架尺寸当铸铁防撞护栏支架纵坡坡度不大于1%时,板式橡胶支座可直接设置于墩台上,但应考虑纵坡影响所需要的厚度。成品成型接着喷砂处理后喷漆喷漆就得到了成品的桥梁护栏支架;桥梁护栏支架常用型号有300mm、350mm高度,中间钢管80mm,预埋底板70*70mm。