



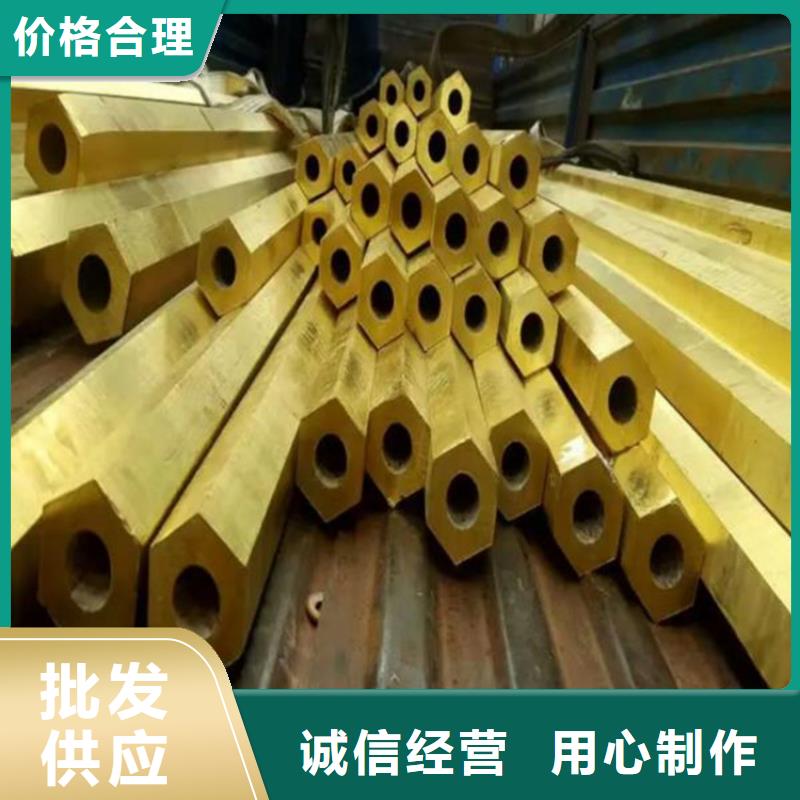

我们的六角管挤压无缝方管海量货源视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:四川阿坝六角管挤压无缝方管海量货源的图文介绍
随着当前市场经济的不断发展,金帝钢管(阿坝市分公司)所有员工将以以更加完善的【大口径厚壁无缝钢管】产品和服务竭诚与国内外客商广泛合作。与时俱进,不断提高【大口径厚壁无缝钢管】产品质量,积j i开拓新产品,努力客户满意度。
企业核心理念:靠诚信广交朋友,用真情拓宽事业,为和谐实现双赢。
企业服务理念:打过一次交道,便是永远的朋友。
企业质量理念:用心制造、持续改进、精心服务、用户满意。
企业管理理念:责任有限,责任心无限


了解不锈钢六角管重要的计算方法,我们给您总结 出以下三种方法,分别是: 方法一:外六角内圆不锈钢管的重量 = 外六角棒的重量 - 内圆棒的重量。设外六 角的对边为a (单位mm),内孔的直径为OD (单位mm),钢管的长度为L (单位 m);则计算公式为:重量(单位KG)=(a2×0.0071-OD2×0.0064)×L。 方法二:不锈钢内外六角管重量 = 外六角棒的重量 - 内六角棒的重量。设外六角 的对边为a (单位mm),内六角的对边长为 b (单位mm),钢管的长度为L (单位 m); 计算公式为:不锈钢六角管的理论重量(单位KG)=(a2-b2)×0.0071×L 。 方法三:不锈钢外圆内六角管重量= 外圆棒的重量 - 内六角棒的重量。设外圆的 直径为OD (单位mm) 内六角的对边长为 b (单位mm),钢管的长度为L (单位 m); 根据计算公式为:(OD2×0.0064-b2×0.0071)×L ,计算出来的重量单位是 KG。 以上三个方法的计算希望对您有所帮助,



不锈钢无缝管六角管焊接细节,您准备需要注意哪些吗? 以前的焊接方法是锻造金属焊接,这已经被铁匠使用了数百年。一些早的现 代焊接技术出现在19世纪末,先是电弧焊和氧燃料气焊,后是电阻焊。20世纪初, 随着一次和二次世界大战的爆发,不锈钢无缝管需要大量廉价可靠的军用设备连 接方法,推动了焊接技术的发展。如今,随着焊接机器人在工业应用中的广泛应 用,研究人员仍在深入研究焊接的本质,并不断开发新的焊接方法,进一步提高 焊接效果。



六角管的亮度决定着其品质的高低。这其中的影响因素较多,今天我们先来说说需要注意的五点退火因素: 1、退火气氛 六角钢管退火一般都是采用纯氢作为退火气氛,如果气氛中另一部分是惰性气体的话,纯度也可以低一点,但是不能含有过多氧气、水汽; 2、保护气压力 为了防止出现微漏,炉内保护气应保持一定的正压,如果是氢气保护气,一般要求20kBar以上; 3、退火温度 六角管热处理一般是采取固溶热处理,温度范围为1040~1120℃。你也可以通过退火炉观察孔观察,退火区的六角钢管应为白炽状态,但没出现软化; 4、炉内水汽 一方面检查炉体材料是否干燥,初次装炉,炉体材料必须要烘干。二是进炉的不锈钢管是否残留过多水渍,特别是异型管上面有孔的话,千万别漏水进去了,要不然就把炉子气氛全破坏了; 5、炉体密封性 光亮退火炉应是封闭的,与外界空气隔绝。采用氢气作保护气的,只有一个排气口是通的(用来点燃排出的氢气)。检查的方法可以用肥皂水抹在退火炉各个接头缝隙处,看是否跑气。其中容易跑气的地方是退火炉进异型管和出异型管的地方,这个地方的密封圈特别容易磨损,要经常检查经常换。



冷拔六角管酸洗时氡气除开对锌灰有脱离功效外,还向钢胚基材内部外扩散,并在残渣或出气孔处集聚, 造成热应力,减少钢的塑性变形,钢的延性,这类功效叫氢脆。氢脆关键受氢原子外扩散速率的影响。 针对氢的外扩散速度下述要素相关: 1.氢在硫酸溶液中的外扩散速率,比在盐酸溶液中的外打散速率高。 2.伴随著酸洗温度的, 氢的外扩散速率大幅度,而酸液浓度值,氢的外扩散速率得并不是很多。因而,不要在较低浓度的高溫下酸洗。 3.冷拔六角钢管酸洗全过程中的一-些参杂物如砷、锑、氯化氢和二氧化硫氢原子的外打散速率,即造成氢脆的概率。 4.钢的成分对氢原子的外扩散亦有影响。防止氢脆的对策是依照要求的酸液浓度值及温度开展实际操作,尽可能减少酸洗時间,准时按量添加脱硫剂等。