
更新时间:2026-04-08 23:50:20 ip归属地:襄阳,天气:小雨,温度:13-20 浏览次数:9 公司名称: 纵横机械制造(襄阳市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 产品规格 | 按要求订做 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 定伸应力 | 10 |
| 剥离强度 | 7 |
| 磨耗减量 | 0.1 |
| 应用领域 | 矿山、电力、冶金、化工等 |
| 连接方式 | 法兰连接 |
| 范围 | 衬胶管道-不锈钢衬塑管供应范围覆盖湖北省、武汉市、宜昌市、黄石市、襄阳市、荆州市、十堰市、荆门市、鄂州市、孝感市、咸宁市、随州市、恩施市、黄冈市 襄城县、樊城区、襄州区、南漳县、谷城县、保康县、老河口市、枣阳市、宜城市等区域。 |



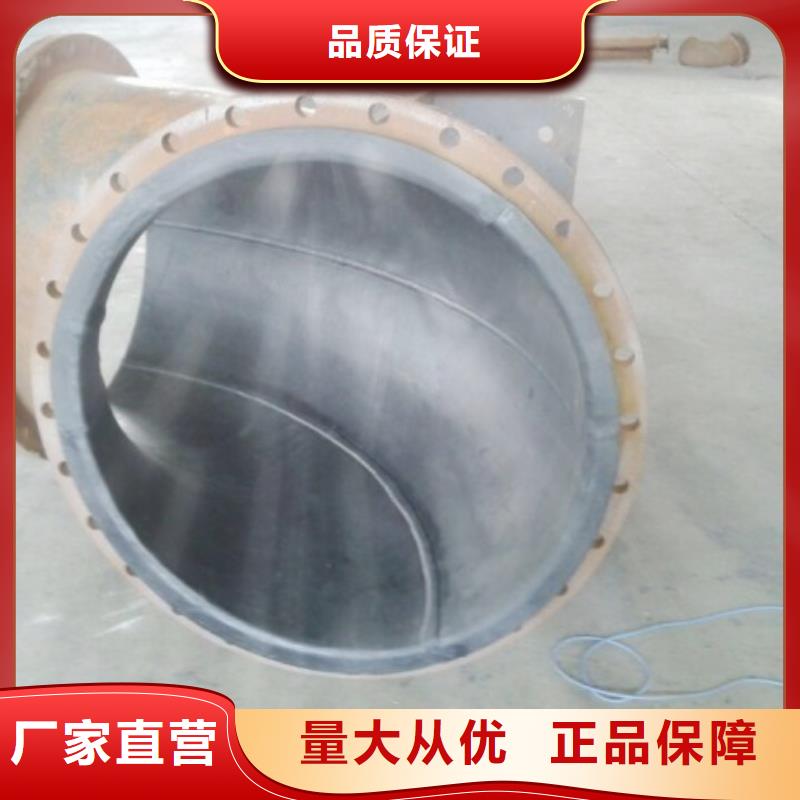


硫化制造技术要求:
1)安装硫化封头后:
密封面的衬胶层及密封圈须用模压硫化工艺生产。不应有径向贯通划痕。
硫化封头密封性好,须能保压0.6MPa以上。
2)硫化三要素:
按照作业指导书规定时间、温度、压力硫化,硫化工作必须严格依照材料的硫化曲线进行操作。
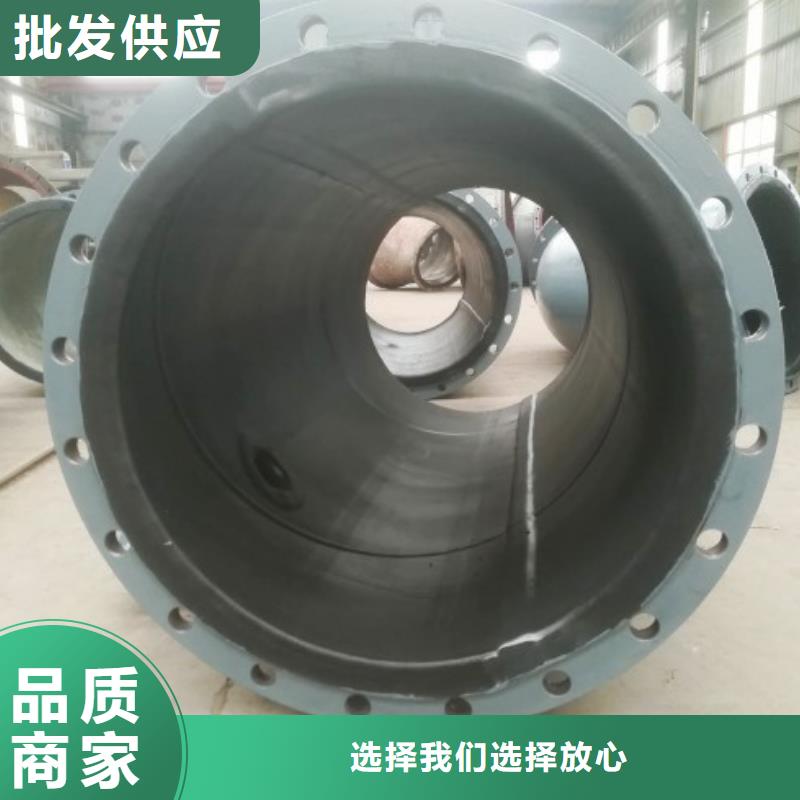
3)内衬固化后:
固化橡胶检验和接收后,紧接着要进行修整。应当磨去瑕疵和表面杂质以得到光滑、规整的表面。
粘接强度硫化试样及检验:
为了质量控制之目的,应随同正在安装内衬的高压蒸气负载的管子准备一个衬有橡胶并且粘接同一批次生胶板,备用检测粘接强度。粘接强度大于12KN/m,检验方法按GB/T 15254-2014 《硫化橡胶与金属粘接180°剥离试验》的规定执行。
外防腐技术要求(根据甲方要求实施)
1)钢管外壁处理
钢材表面油污,采用喷砂除锈,达到Sa 2.5级(SSPC称近白级),Sa 2.5级正式名称为:“非常彻底的喷射或抛射除锈”,其定义为:钢材表面应无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。
2)三油两布,定型胶、刷胶、缠带。
3)GB 50268和SY/T 0447的要求,对防腐层进行外观、厚度、漏点和粘结力检验。外观、厚度、漏点应在防腐层实干后、充分固化前检验,粘结力可在实干或固化后检验



优惠的 衬塑钢管价格是我们对客户的庄严许诺,我们坚持以“质量树信誉,以品牌占市场,以创新求发展,以规模取效益”,纵横机械制造(襄阳市分公司)真诚希望在今后的岁月中继续与广大的用户和社会各界真诚合作,携手前进,共同发展。


丁基橡胶板材料物理特性
| 項 目 | 単 位 | 数 値 | 测试方法 | |
| 拉力强度 | MPa | 80以上 | 依据JIS K 6251 | |
| 伸长率 | % | 300 | 依据JIS K 6251 | |
| 硬度 | HA | HA57±7 | 依据JIS K 6253 | |
| 粘接强度 | KG/CM | 6 | 依据JIS K 6256 (90度剥离法) | |
| 热变形温度 | ℃ | 130 | 依据JIS K 6251 | |
| 使用温度 | 液体中 | ℃ | 100 |
|
| 气体中 | ℃ | 110 |
| |
衬胶管道质量检定与处置检查方法
| 区分 | 检查项目 | 判定基准 | 不合格品的处置 | 检查方法 |
| 制品检查 | 尺寸及 规格 | 是否按衬胶管道、管件清单或图纸进行 | 修补 | 卷尺 游标卡尺 型测厚仪 |
| 外观 | 1)认为在粘接上对使用有害 2)搭边部无用手指轻易剥离部分 3)认为对使用上有害的缺陷 | 修补 | 目视 | |
| 硬度 | 丁基胶(B-5)HA57±7 (测定温度:23±2℃) | 再硫化 | A型硬度计 | |
| 厚度 | 在指定厚度的0~+25%以内 4.0mm~5.0mm |
| 游标卡尺 型测厚仪 | |
| 孔眼缺陷 | 无 | 修补 | 电火花测试仪 | |
| 打诊 | 无异音 | 修补 | 打诊棒 | |
| 特别 事项 | 将对工艺上造成严重影响部位不修补 小口径配管(DN100以下)的接液 面上有缺陷处不修补 修补处占衬里总面积的0.5%以 上或每米在4处以上时 | 重新衬里 |
| |





