


想要了解护栏1防撞护栏厂合作共赢产品的魅力?视频为你揭晓答案!
以下是:德州宁津护栏1防撞护栏厂合作共赢的图文介绍


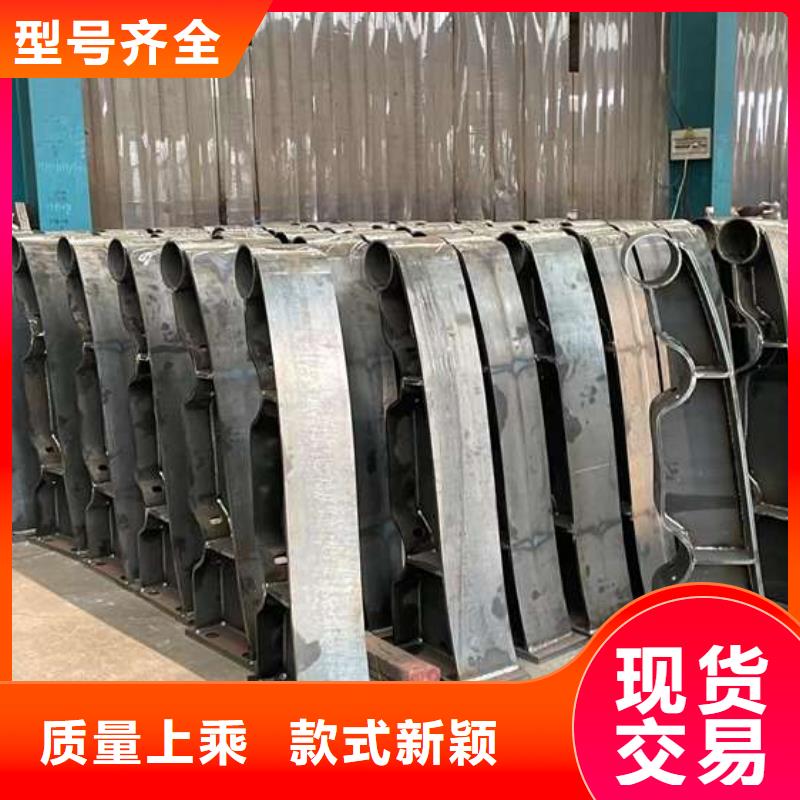
内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。



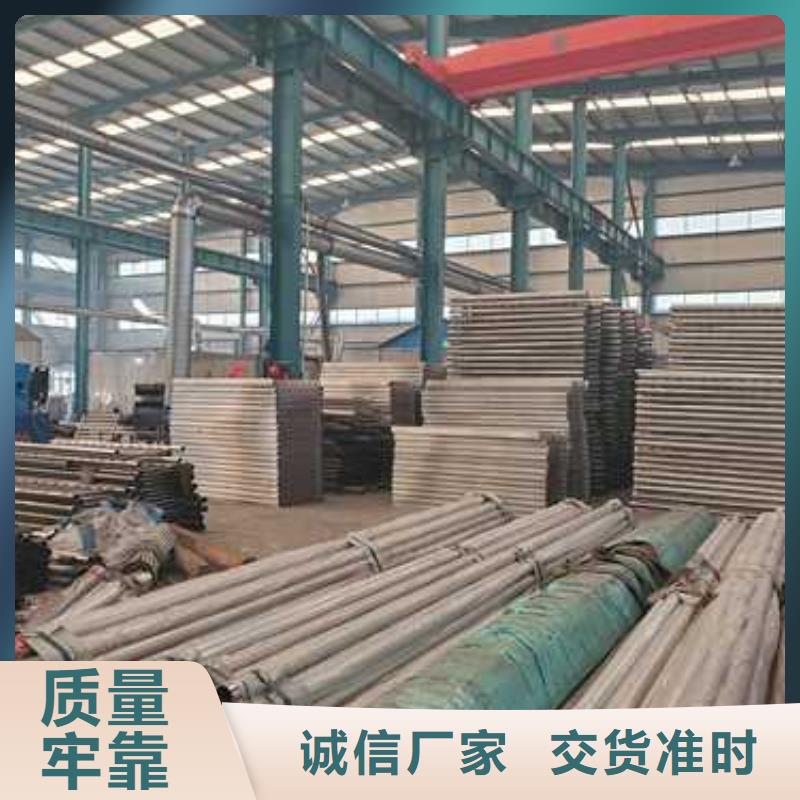
国内海管一般采用碳钢海管, 尚未引入不锈钢复合管。 不锈钢复合管由于其结构特殊性, 对焊接保护及铺设方式要求较高。 如何使用铺管船完成不锈钢复合海管铺设工作, 成为项目执行的一个重点。 在项目准备及施工过程中, 采用了一系列先进工艺, 不断优化作业流程, 终形成一套较成熟的不锈钢复合海管铺设工艺, 完成了国内首条不锈钢复合海管铺设工作。不锈钢复合管焊接的关键问题是焊缝的抗腐蚀问题, 而焊缝是否抗腐蚀取决于封底焊缝的焊接质量。 由于不锈钢导热系数小, 焊接时高温停留时间不宜太长, 且与空气接触易氧化, 所以焊接复合层时应选择热输入量小的焊接方法。 同时, 由于复合管的焊接顺序为先焊复合层, 后焊基层, 所以,复合层的焊接质量是整个焊接过程中为重要的, 应考虑采用焊接质量高的焊接方法。 由于不锈钢复合钢管的两种材质具有不同化学成分和物理性能, 在焊接过程中, 很容易造成碳及合金元素的扩散, 引起焊接接头性能恶化,影响焊接质量。


聚晟护栏制造(德州市宁津县分公司)主要生产各种型号 304不锈钢复合管等十几大系列。几年来, 304不锈钢复合管不断强化经营管理制度,以科技为先导,以质量求生存,坚持以人为本,科技创新的战略理念,坚持以质取胜,凭借规范的管理高素质的员工队伍和较高的质量管理体系及完善的售后服务,为公司的持续发展打下了坚实的基础。公司聚集了一批具有良好创新能力、新颖知识结构、强列团队精神的机械、软件、管理人才,使公司的研发能力、管理水平、服务意识,始终处于较高水平。与时俱进,永创新高。我们采用优质的原材料、严格的管理、良好的信誉和尽善的售后服务赢得了广大用户的高度赞扬与一致好评。诚信是金。“人无信不立,商无信不远”,坚持走诚信之路,我们本着“以质量拓市场,以信誉赢客户”的宗旨,不断增强自身实力,完善内部机制,时刻参与市场竞争;以更精湛的技术,更优良的服务奉献给广大用户。我们竭诚欢迎广大客户前来参观指导、协商洽谈,我们愿与您携手并进,共续辉煌!




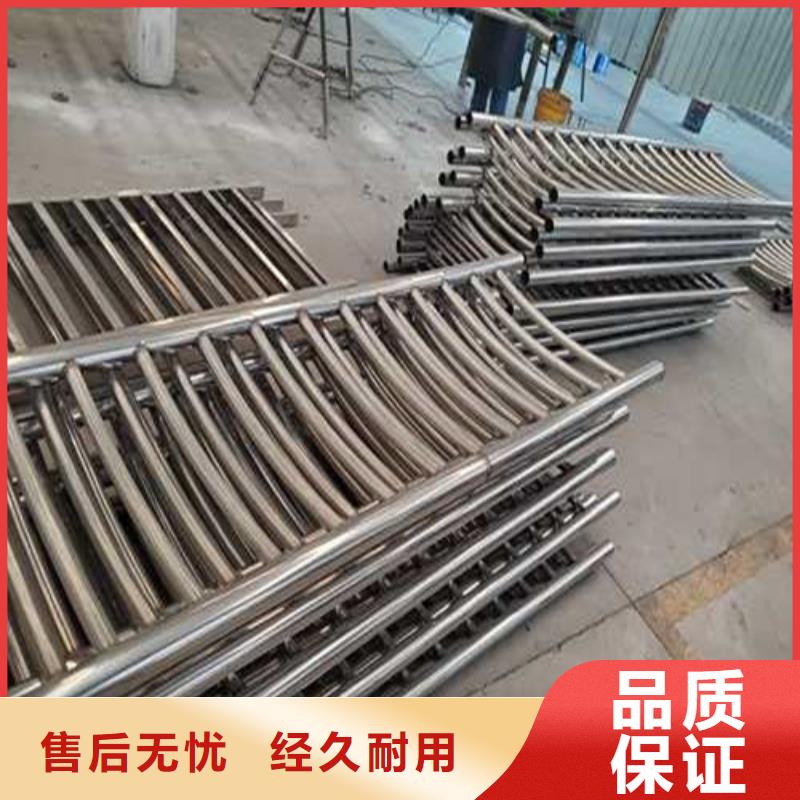
高速公路隔离栅表面保护方式GCM防腐防护系统的防护原理GCM防腐防护方法延长金属材料使用寿命的高速公路隔离栅表面防腐防护方法。该方法施工方便,对环境无明显要求,防护层对酸雨、雾、盐等有很强抗御作用且具有电绝缘功能。 浸塑高速公路隔离栅静电喷塑原理:工作时静电喷涂的喷或喷盘、喷杯,涂料微粒部分接负极,工件接正极并接地,在高压电源的高电压作用下,喷(或喷盘、喷杯)的端部与高速公路隔离栅之间就形成一个静电场。浸塑高速公路隔离栅静电喷塑优点高速公路隔离栅采用粉末静电喷涂等新工艺,效率高,适用于自动流水线涂装,粉末利用率高,可回收使用。 高速公路隔离栅静电喷塑优点高速公路隔离栅粉末涂料利用率高,并可回收再用,与油漆相比,粉末涂料可以直接涂覆至高速公路隔离栅表面,经烘烤固化后形成涂膜,而且未被涂上的粉末回收后可再送入供粉系统中使用,从而大大了涂料在施工中的损失。 高速公路隔离栅主要被用作公路、来使用,也可以称之为:桃型柱护栏、双边护栏、双圈护栏、等......主要生产高速公路隔离栅,隔离栅等产品,其中有很多是国内的,下面让小编给大家讲解一下其中一。

