




4)液态金属电渣熔接法(ESSLM)。1996年,乌克兰ELMET轧辊公司开发了液态金属电渣熔接法制造高速钢复合轧辊新工艺,它是在CPC法的基础上加上电渣净化的一种新的轧辊制造方法。用ESSLM法制造轧辊时,其外层是在特殊设计的导电水冷铜结晶器中凝固形成的,结晶器不仅使浇入的外层钢水凝固,同时也作为电渣过程中非自耗电极。复合过程开始时,先将作为高速钢轧辊芯部的芯轴插入结晶器中,并与其同轴。轴的外表面和结晶器的内
表面的间隙决定轧辊外层厚度。然后将在另外的熔化装置中熔化的渣液浇入结晶器和芯轴的间隙中,渣液形成渣池,它的热量将芯轴表面预热。然后再浇入外层高速钢水,可连续浇入,也可按预先设定的程序浇入。钢水将熔渣上浮,同时在通过渣池时被渣精炼。


离心铸造高速钢轧辊工艺的流程:
1、冶炼时,外层高速钢在中频炉中熔炼,选用优质合金料和钢铁料进行熔炼。Nb、W、V铁先破碎再入炉。分两次冶炼, 次加95%,第二次添加余料,并进行调。出钢时包底加入变质剂变质,以细化基体和碳化物。中间层材料和芯部材料在工频炉冶炼,特别是芯部材料球墨铸铁铁水在出炉时,在胞内加入适量的球化剂和孕育剂进行球化、孕育处理,以保证轧辊辊颈的力学性能。
2、浇注时,浇注外层高速钢钢水时应选择较大的重力系数,同时辊模温度应尽量低,钢水的浇注温度也尽可能低。等钢水在旋转的辊模中凝固后,再浇注中间层金属液。中间层凝固后停机,合箱浇入芯部铁水。浇注中可采用玻璃保护渣。



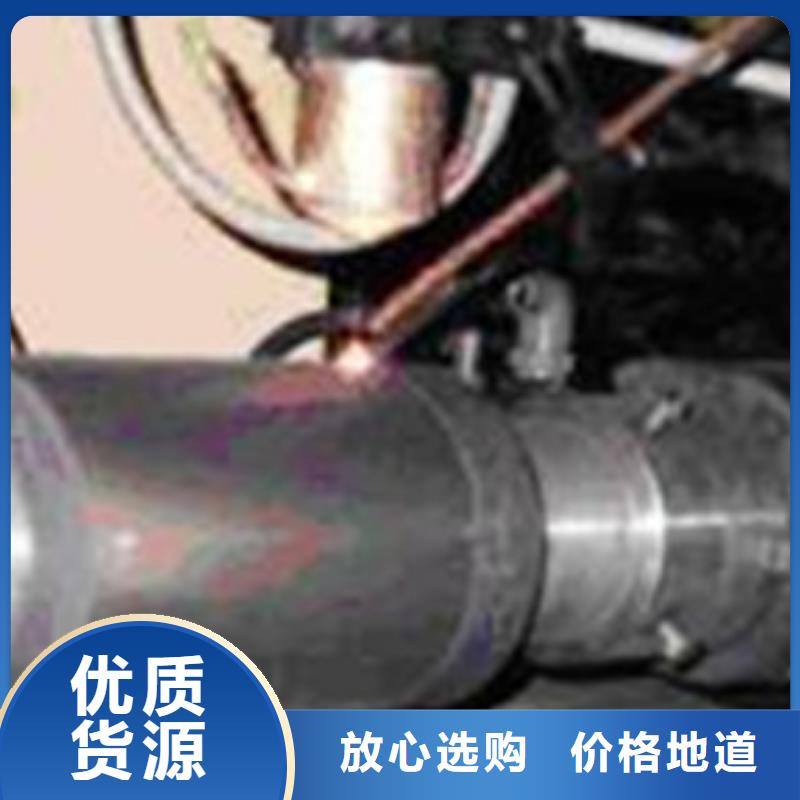
堆焊技术是机械制造行业重要的制造和维修手段,在轧辊修复中得到广泛应用。当轧辊使用到报废极限时,可以进行堆焊修复,经过堆焊修复的轧辊具有成本低、寿命长、使用效果好等特点,对于推进循环经济成效明显,受到轧钢企业普遍欢迎。 因此,采用堆焊方法修复旧轧辊以提高轧辊的使用寿命已成为我国轧钢企业降低成本、提益的重要举措,也是符合我国节能降耗、清洁生产、循环经济的基本国策。
轧辊堆焊修复具有单件、小批量作业的特点,需要根据用户单个产品、不同材质、不同规格、不同失效情况来决定使用不同工艺,因此轧辊修复技术面临着挑战和创新。“十五”初期此项技术多集中在40t 以下热轧机用辊修复上,仅用于热轧开坯辊、型钢辊、焊管辊、连铸辊道辊等小型轧辊修复。但是国内几十条冷、热连轧机、中厚板轧机有大量报废支撑辊闲置,造成极大资源浪费,轧钢企业十分渴望废品再利用。针对这种市场需求,各轧辊公司积极开展新技术开发。


经过三年的努力与发展,已具备一定的规模与实力,现新物通物资(东营市分公司)拥有一支精湛的技术团队和完善的生产团队,为您提供从 塔机液压油缸、P22合金钢管、注浆管、合金钢管厂家研发、生产、销售、售后一体式服务。公司提倡“诚信、团结、敬业、奋斗”的企业精神文化,提供好的 塔机液压油缸、P22合金钢管、注浆管、合金钢管厂家产品与真诚,好的服务售后服务:我们有专门的售后服务团队,提供售后1年内免费维修服务。

