


精密钢管管材温拔
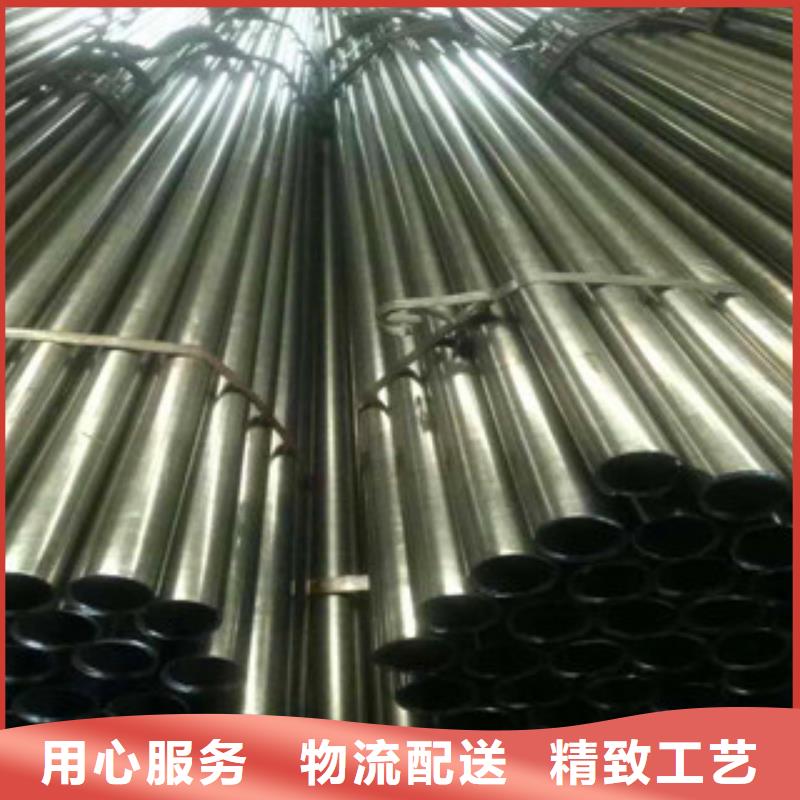
管材在温加工温度范围内(室温以上,再结晶温度以下)的拉拔,目的是减小拉拔时的应力和拔制力,以增加道次变形量,强化变形过程,减少道次和提高拉拔生产效率。温拔时管材的加热方式有接触式和感应式两种。采用感应加热时被加热的管子和感应线圈必须严格同心,才能保证圆周上两者之间的间隙一致和加热均匀;另外在出现拔制过程停顿时管子容易过热。由于此原因,温拔以采用电接触加热居多,其拔制过程和装置见图。


精密钢管生产工艺:
在冷轧冷拔管机组上在室温下用轧制和拉拔方式对管材进行的冷加工,属于热轧管(包括热挤压的管材)和焊接管的深度加工。它可以获得直径更小、壁厚更薄、尺寸精度更高、表面粗糙度更低和性能更好以及多种断面形状的管材。用冷拔法可生产直径0.2~765mm和壁厚0.015~50mm的各种管材。用冷轧法可生产直径4~450mm和壁厚0.03~35mm的各种管材。
冷拔与冷轧相比较,冷轧的优点是道次变形量大,加工道次少,生产周期短和金属消耗小。缺点是工具制造较困难,变更规格不方便。生产灵活性差,设备投资高及维护较复杂;由于是周期轧制,轧制时间长,生产力较低,能耗高。冷拔的优点是生产力较高,生产中变规格较方便,灵活性大,设备和工具制造简单;缺点是道次变形量小,加工道次多,生产周期长,金属消耗大。



本公司是一家专营 304不锈钢精密管的专业的 304不锈钢精密管生产厂家,公司秉承顾客至上,务实的企业精神与经营理念,赢得多个地区客户的信赖和认同,希望各位新老顾客,多多关照,龙丽金属材料(葫芦岛市分公司)会继续为各位顾客服务!


精密钢管的生产工艺流程
1.无缝管工艺流程
卫生级镜面管工艺流程:
管坯→检验→剥皮→检验→加热→穿孔→酸洗→修磨→润滑风干→焊头→冷拔→固溶处理→酸洗→酸洗钝化→检验→冷轧→去油→切头→风干→内抛光→外抛光→检验→标识→成品包装
工业管工艺流程
管坯→检验→剥皮→检验→加热→穿孔→酸洗→修蘑→润滑风干→焊头→冷拔→固溶处理→酸洗→酸洗钝化→检验
2.焊管工艺流程
开卷→平整→端部剪切及焊接→活套→成形→焊接→内外焊珠去除→预校正→感应热处理→定径及校直→涡流检测→切断→水压检查→酸洗→终检查→包装


