更新时间:2026-04-10 16:57:37 ip归属地:抚顺,天气:阵雨转晴,温度:2-12 浏览次数:4 公司名称:聊城 山特金属制品(抚顺市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 批发 |
| 发货期限 | 1-3天 |
| 供货总量 | 100 |
| 运费说明 | 电议 |
| 小起订 | 1支订 |
| 质量等级 | 1级 |
| 是否厂家 | 生产厂 |
| 产品材质 | 235b等 |
| 产品品牌 | 山特金属 |
| 产品规格 | 齐全 |
| 发货城市 | 山东 |
| 产品产地 | 山东 |
| 加工定制 | 可加工 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 吨 |
| 产品颜色 | 碳黑 |
| 质保时间 | 1-5年 |
| 外形尺寸 | 300-6000 |
| 适用领域 | 管道 |
| 是否进口 | 否 |
| 质量认证 | 3年 |
| 产品功率 | 32 |
| 工作温度 | 常温 |
| 公司品牌 | 山特金属 |
| 材质 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
| 椭圆度 | 正负3MM |
| 执行标准 | GB/T50205-2001 GB/T3092-2001 |
| 适用区域 | 电力 化工 设备 管道 电机壳等 |
| 范围 | 卷管机设备卷管机设备供应范围覆盖辽宁省、沈阳市、大连市、鞍山市、抚顺市、本溪市、丹东市、锦州市、营口市、阜新市、辽阳市、盘锦市、铁岭市、朝阳市、葫芦岛市 新抚区、东洲区、望花区、顺城区等区域。 |



钢板卷管新而干净的铝和其他软卷筒金属可以用溶剂清洗充分清洁。尘土和松散的腐蚀物可用清洁剂去除干净;旧涂料可以用塑料粒子或其他轻喷砂方法而用粗粒子(钢珠或钢丸)喷砂法会损坏软金属表面。这些金属表面可以先清洗以增加对油性或乳胶涂料的附着性。?
2、合金钢?
低合金钢卷筒一般不需要通过涂装来防护但要依靠所形成的自然氧化膜。如果需要去除不明显的锈斑进行涂装就需要高压或超高压水喷射法。为达到表面粗糙度还要求增加喷砂粒子。一般采用钢结构通常使用的涂装系统.
温馨提醒:卷筒金属材质表面涂装目的是为了满意外观为使得底漆和不金属紧密附着需要足够的粗糙度通常用坚硬的非铁喷砂粒子如氧化铝、石榴石、金刚砂
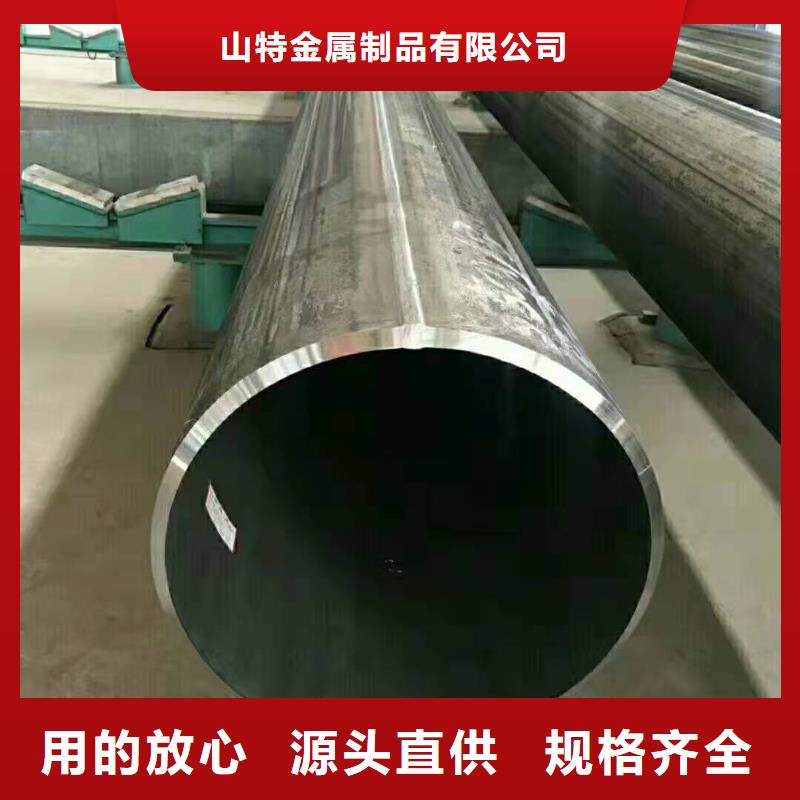
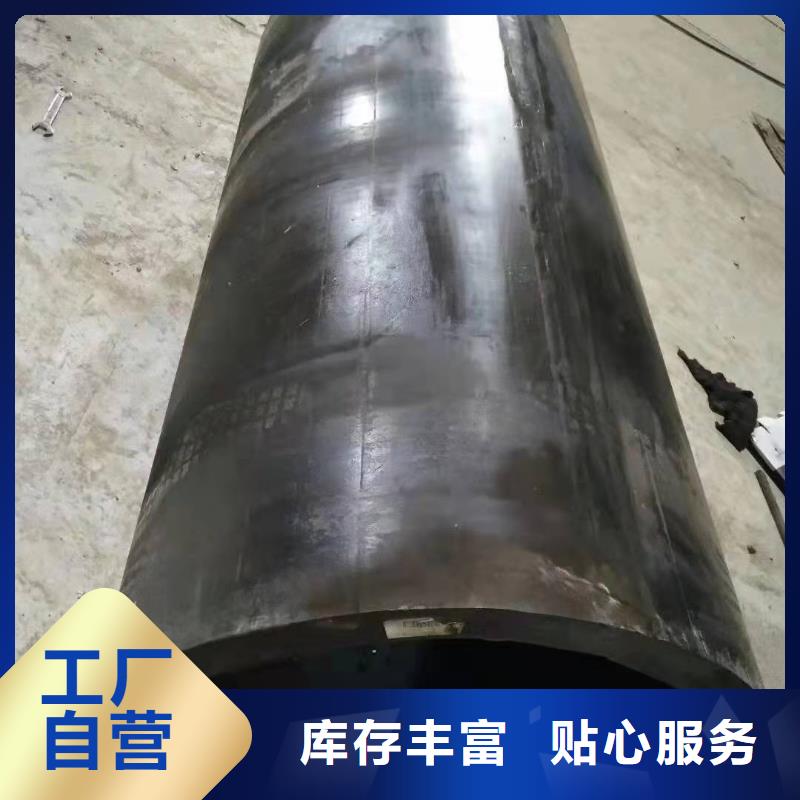
厚壁卷管致力于生产环缝、纵环各类卷管及钢制压力钢管并在传统卷制设备同类规格型号的基础上进行改造。使卷焊钢管设备的各项参数提高30%之功能,填补了原有传统卷制设备不能生产的空白。可生产直径400以上,壁厚8-100mm的钢管。材质主要有Q235、Q345、20#、16锰、16锰容等。产品执行标准为:GB/T50205-2001、GB/T3092-2001等。产品广泛用于石油、化工、天然气输送、打桩及城市供水、供热、供气等工程。 
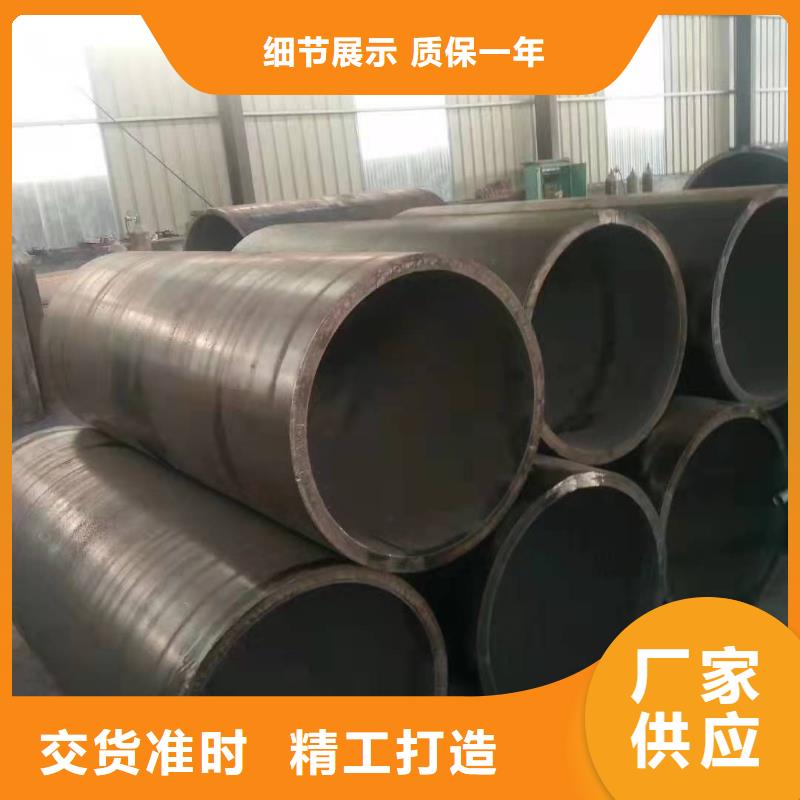
山特公司拥有完善的钢板卷管厚壁卷管大口径卷管丁字焊卷管,探伤焊卷管,16Mn卷管,Q345B卷管,异型卷管等生产线的卷管厂,是可生产各种规格各种壁厚的大型卷管的卷管厂。本厂的厚壁卷管大型卷管产品销往全国各大型企业,深受客户信赖与好评。 公司严格按照ISO9001:2000国际质量管理体系的标准进行钢板卷管厚壁卷管大口径卷管丁字焊卷管,探伤焊卷管,16Mn卷管,Q345B卷管,异型卷管的生产。
丁字焊接钢管中含Ni时在酸性环境中耐蚀性强,在含有硫酸或者环境中,丁字焊接钢管中Ni的含量越高则耐蚀性越强。在一般的环境下,只需在丁字焊接钢管中添加Cr就可以防止发生侵蚀的现象。钢带边缘状况不佳是造成错边的另一重要原因。质量流量、热流密度以及结构参数(螺旋曲率直径和丁字焊接钢管径的比值Dc/D)的变化对立式螺旋管内饱和泡状沸腾换热系数的影响。 涡流探伤按GB/T7735-2004《卷管涡流探伤检验方法》标准执行.涡流探伤方法是将头固定在机架上探伤与焊缝保持3~5mm距离靠钢管的快运动对焊缝进行的扫查探伤信号经涡流探伤仪的自动处理和自动分选达到探伤的目的.探伤后的焊管用飞锯按规定长度切断经翻转架下线.钢管两端应平头倒角打印标记成品管用六角形捆扎包装后出厂.
焊接钢板卷管是由卷成管形的钢板
优点?
1可以生产形状复杂的零件,尤其复杂内腔的毛坯(如暖气)?
2适应性广,工业常用的金属材料均可铸造。 几克~几百吨。?
3原材料来源广泛。价格低廉。 废钢,废件,切屑 4铸件的形状尺寸与零件非常接近,减少切削量,属少无切削加工。
首先是将钢板卷管由上游辊道进入矫直机入口辊道。当卷管头部被入口辊道中间位置传感元件感应到时,辊道减速。
其次是当卷管头部被入口辊道末端位置传感元件感应到时,入口辊道段下落,入口快开缸闭合延时开始计时。管头进入入口矫直辊中间位置时,入口快开缸闭合,卷管被咬入,同时入口第二段辊道下落。
其次是通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,卷管进入矫直过程。
其次是当管尾离开入口辊道中间位置传感元件时,入口辊道 段上升。当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。