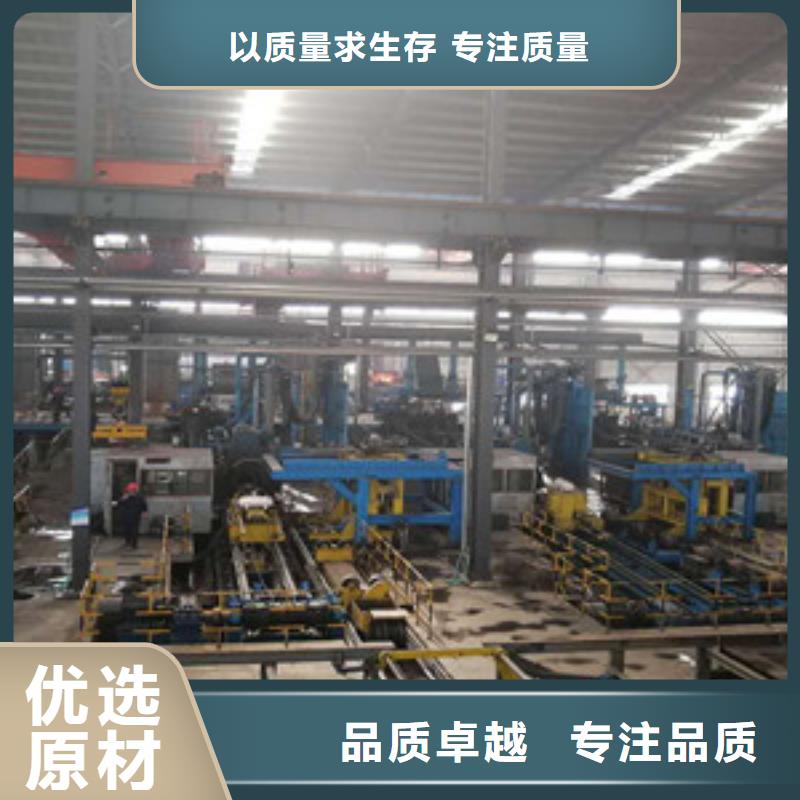





球墨铸铁管一般浇注温度控制在1420℃至1460℃。浇注时保证直浇道始终处于充满的状态。浇注时真空度控制在-0.040MPa至-0.045MPa,浇注时间控制在45至60秒。浇注完毕的保压时间控制在20至25分钟;浇注完毕的真空度控制在-0.025至-0.030MPa。出箱时间:120至150分钟。
球墨铸铁管件材质一般选择QT450-10,铁水熔炼和炉前孕育处理工艺完全按QT450-10材质控制。考虑到消失模铸造工艺铸件在干砂中冷却较慢,我们队铁水做了适当的合金化。对消失模铸造来说,由于泡沫模样的存在,浇注过程中会消耗一定的热量,浇注温度也不同。由于大口径球墨铸铁管件轮廓尺寸较大,属于薄壁类铸件,要求浇注温度要高,但是在负压作用下高温铁水易渗入型砂中造成铸件表面粘砂形成粘砂缺陷。我们根据具体的球墨铸铁管件规格型号确定浇注温度;因此消失模铸造的浇注温度一般比普通砂型铸造要高。球墨铸铁管管件规格型号不同、壁厚不同。
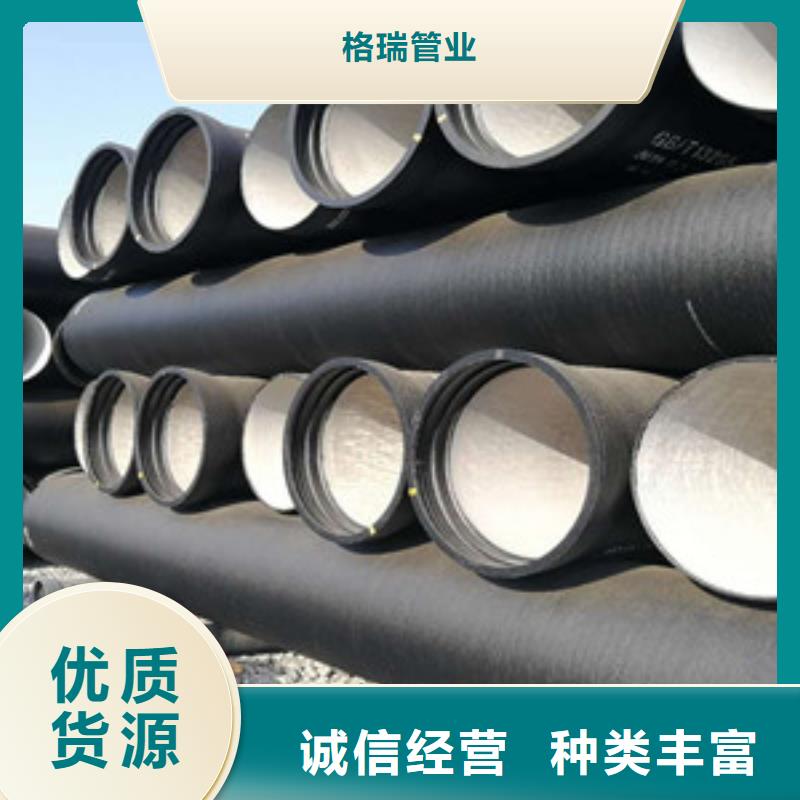
球墨铸铁管比PE管装置更简略方便,且装置后内外承压力更好;从密闭性和防腐性上来看,球墨管装置后的密闭性更好,也可以通过多种防腐手段提高防腐蚀功能;从综合装置保护造价来看,球墨管有着更加优越的性价比。球墨铸铁管主要称之为离心球墨铸铁管,它具有铁的本质、钢的功能,防腐功能优异、延展功能好,密封作用好,装置简易、主要用于市政、工矿企业给水、输气,输油等。是供水管材的 ,具有很高的性价比削减铁液在高温的停留时间,加强孕育特别是随流孕育作用。随流孕育剂加入量操控为铁液量的0.1-0.25%;确保管模粉散布均匀,操控管模内外表用量为20-30g/m2。操控好水冷金属型离心机冶炼工艺参数。

球墨铸铁管可使用食用油作润滑剂,均匀刷在插口端和橡胶圈上。“去产能的终目的是促进钢铁行业的结构调整和转型升级,这也是近几年大型钢铁企业一直努力的方向,但今年出现的这种情况给很多钢企在推进结构调整和转型升级造成了困扰。对我们而言,一方面要坚持结构调整和转型升级的方向不动摇,另一方面也要抓住眼前赚钱的机会。”徐林表示。
山东聊城格瑞管业有限公司球墨铸铁管安装接头。将插口插入承口,使要连接的管子或管件的中轴线相重合,使用一个导链在管项部缓缓拉紧,直到管承口进入到两条白线中间。相较于低端螺纹钢的高歌猛进,高端装备制造用钢反而因为海洋工程、石油装备等下游行业的需求低迷而销路不畅, 出现了“造导弹的干不过卖茶叶蛋的”现象。球墨铸铁管铸管的安装清理。 在安装前应进行清理工作,要清理的部位包括:插口端,承口内部,插口的切角处到白线处应光滑、无尖锐点,以免安装时划伤胶圈。润滑。 
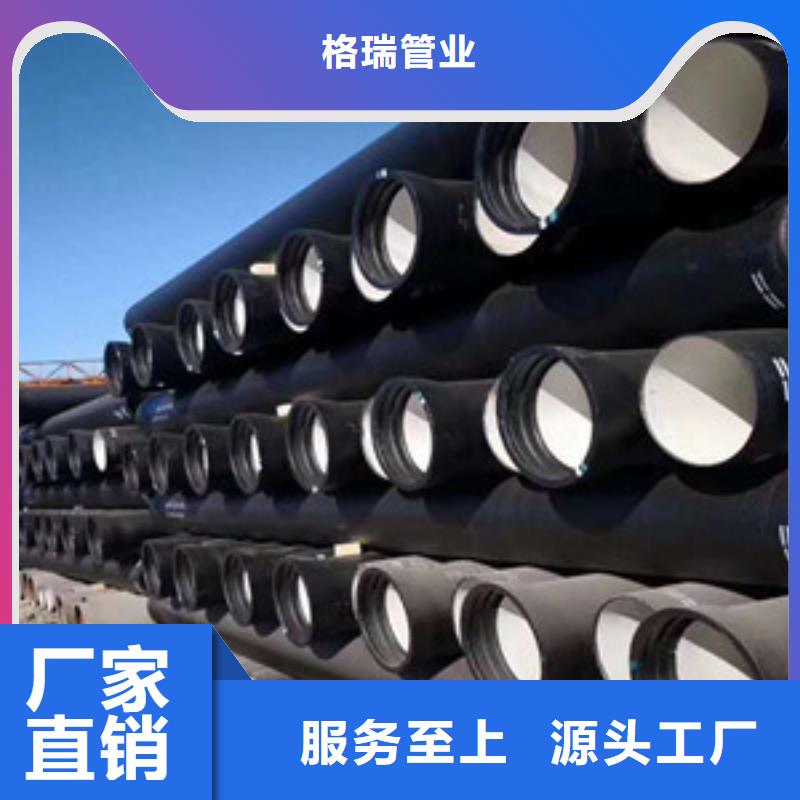
球墨铸铁管材的选择应根据敷设地具体情况,选择直管与配件的接口形式。球墨铸铁管橡胶圈通常选用NBR、SBR、EPDM等材质。涂层的选择:根据使用时的内、球墨铸铁管外部条件选择适和的涂层。球墨铸铁管现有内涂层为环氧树脂、聚氨酯内外涂层、PE 膜涂层等球墨铸铁管新产品,选用时应详细了解其性能。以任务重的河北省为例,前7个月钢铁去产能进度未达预期,但中国证券报记者从河北省发改委产业协调处拿到的《河北省2016年化解钢铁过剩产能分月计划表》显示,预计到11月底,河北省将累计淘汰1840万吨炼铁产能、1600万吨炼钢产能,与今年5月份承诺的2016年压减1726万吨炼铁、1422万吨炼钢产能的计划相比,分别超额完成106.6%和112.5%。仅是10月单月,河北省便计划淘汰炼铁产能786万吨、炼钢产能680万吨。