


深入了解无缝钢管焊管源头厂家量大价优产品,一部视频就够了,快来观看!
以下是:贵州六盘水无缝钢管焊管源头厂家量大价优的图文介绍
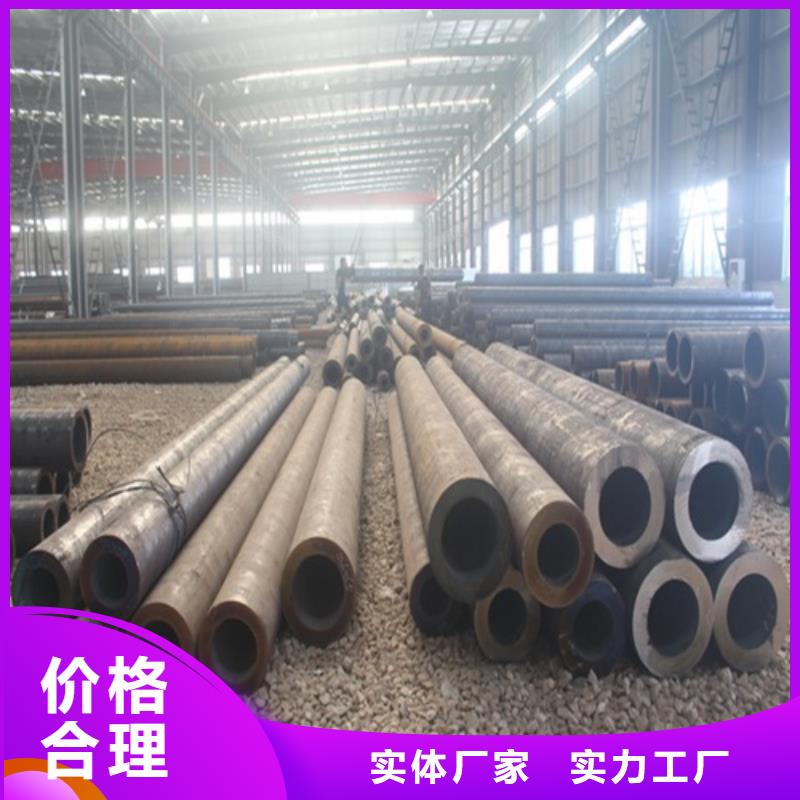
鹏鑫钢铁(六盘水市分公司)经过全体员工长期以来坚持不懈的努力,现已发展成为一家集设计开发、生产加工、销售、服务为一体的高新技术企业;是中国专业从事 焊管等制造商之一。


小口径无缝钢管基础知识 一般情况下,日常所用到的无缝钢管都是正常的口径,在一些特殊地方才会使用到小口径无缝钢管。今天给大家介绍一下小口径无缝钢管的相关知识,有助于以后能更好的使用这种管材。一般而言,外径小的无缝钢管统称为小口径无缝钢管,但还是有一个具体范围,一般钢径在89mm以下,4mm以上的都可以称为小口径无缝钢管。 大多数情况下,小口径无缝钢管也是用作输送流体的管道,与圆钢等实心钢材相比,在抗弯扭强度相同时,重量比较轻,是一种经济截面钢材,较广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架、建筑施工中用的钢脚手架等。 小口径无缝钢管一般规格是外径在6-89mm之间,其直径相对比较小。壁厚在1-12mm还可分为小口径厚壁无缝管、小口径薄壁无缝管。其重量计算公式:[(外径-壁厚)*壁厚]*0.02466 = kg/米(每米的重量) 要想制作出尺寸更小质量更好的无缝管,就必须采用冷轧、冷拔或两者相结合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在单链式或双链式冷拔机上进行挤压法,即将热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出,这样就可以生产出小口径无缝钢管。



如何控制无缝钢管的分层结构? 1.提高45#结构钢管的塑性延展性。 提高铁液清洁度水平,减少危害参与;提高轧钢坯等轴晶比例,减少管理中心松动和管理中心松动;选择有效的制冷规章制度,防止铸钢坯内裂缝;采用缓冷加工工艺退出铸钢坯或连续轧钢坯,降低内应力,确保精轧管和成品45#结构钢管的机构和物理性能。 2.有效控制加热温度。 根据测量热固性塑料曲线图选择Z佳加热温度。精轧管加热应注意足够的隔热时间,以降低变形免疫能力,提高45#结构钢管的塑性延展性。 3.降低轧辊转速比。 轧辊速度比是破孔加工工艺的重要主要参数。在整个过程中,从低到高有一个临界值的轧辊速度比。当轧辊速度相对较低时,精轧管很容易产生孔腔;当轧辊速度相对较高时,精轧管和45#结构钢管很容易产生层次缺陷。为了精轧管和45#结构钢管的水平缺陷,应将轧辊速度比降低到初始水平的临界值。



贵州六盘水大口径无缝钢管生产流程及工艺介绍。摘要:本文主要介绍了大口径厚壁无缝钢管的生产流程、工艺,以及各个工序的注意要点等知识。大口径厚壁无缝钢管的优点很多,比如可以节省材料,减轻重量,节约成本等等。 介绍一下贵州六盘水大口径厚壁无缝钢管的制作工艺和注意事项: 1、原料检验-→下料-→加热穿孔-→酸洗润滑风干(冷轧不用)-→冷轧加工(热扎或热处理)→矫直-→精整。 2、成品检验: (1)外观质量。 (2)内径、外径尺寸。 (3)表面质量。 (4)长度。 (5)几何形状。 3、坯料准备及检查。 4、加热穿孔。 5、酸洗。 6、修磨润滑。 7、冷轧。 8、矫直。 9、切头。 10、成品检验。 11、标识。 12、包 、入库下面我们就来具体了解一下各道工序的具体操作方法吧! 1.原料检验在进入生产之前需要对原材料进行严格的检查,确保其符合相关标准才能投入生产。 2.下料一般采用中板作为原材料,通过切割机的将钢板开成所需要的规格尺寸; 3.加热穿孔将管坯放入感应圈中在温度的作用下使其内部原子与原子发生碰撞产生热量从而形成孔洞; 4.酸洗利用化学溶液对管材内外表面进行腐蚀达到除锈的效果; 5.修磨利用砂轮机等工具对内表面的毛刺进行处理; 6.清洗利用高压水或者蒸汽等清洁管道内的杂质和氧化物以达到除垢的效果; 7.冷拔通过拉拔使金属变形来达到增加强度的效果。 8.精整对经过以上几道工序后的半成品进行检查并做出相应的标记以便后期使用。 9.成品检验经过以上几道程序之后我们的大直径螺旋焊管就完成了它的整个制作过程了!


