



比如,桩基施工中的钢筋笼的制作,笼子与笼子之间的连接多数要求使用套筒连接。作为钢筋的连接采用套筒连接是可取的,作为笼子与笼子之间的连接则很不方便,也很难达到技术要求,因为笼子是柔性的,很多根钢筋同时达到技术要求连接上几乎是不可能的,所以这种要求即产生工程隐患,又大大了生产设备的作业效率,现在的钢材价格又非常低廉,笼子与笼子之间采用套筒连接也不经济。为机器的作业率,笼子与笼子之间的连接国外一般采用搭接。钢筋笼自动成型机一台就够了
控制混凝土的塌落度与连续性浇筑,也是防止钢筋笼子上浮的有效之一。 在浇筑混凝土时,格外注意观察悬吊钢筋笼子的吊筋变化情况,如果看到吊筋有一点儿向上“撺”时,就已经表明钢筋笼子已经上浮了,此时要立即采取措施,放慢混凝土的浇筑速度,反复的用钻机上的卷扬机“慢提快落”导管,即慢慢的将浮出的钢筋笼子“爽落”回浇筑的混凝土中克服钢筋上升,除了主要从灌注方面着眼外,还应从钢筋笼定位加固上加以考虑,钢筋笼定位加固在上面已提到。

做拉伸(抗拉强度、屈服点、伸长率)和冷弯试验,并报检。
钢筋的级别、直径是否与设计相符,查验出厂证明书及复试报告单是否符合有关标准要求。
钢筋加工棚,对场地进行硬化,修整完排水系统,规划场地。
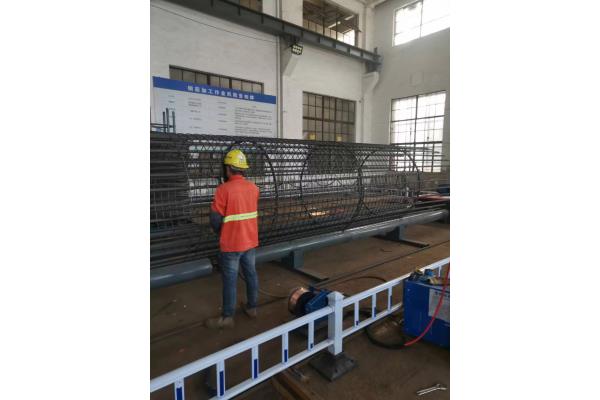
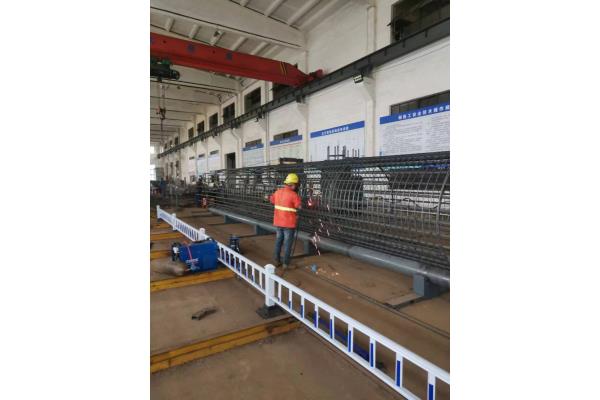
钢筋笼制作及安装钢筋笼制作及安装
钢筋笼制作
⑴钢筋笼在钢筋加工棚制作,以定尺钢筋长度为宜。主筋采用闪光对焊,主筋在制作前必须整直,没有局部的弯折。主筋的钢筋接头应相互错开,保证同一截面内的接头数目不超过主筋总数的50%,接头错开间距不小于35d(d为钢筋直径),且不得小于50cm。
⑵钢筋笼的焊接、绑扎必须牢固,应保证焊缝长度和饱满度。加劲筋接头采用双面搭接焊,焊缝长度为20cm。焊缝要求焊渣、焊缝饱满。在主筋下料时应考虑搭接长度,钢筋接头应满足上述第(1)中接头错开要求的规定。
⑷钢筋笼制作允许误差和检验方法应符合下表规定:
钢筋笼制作允许误差和检验方法

主机;含机架、底座、铁辊、传动系统等。
铁辊旋转带动钢筋笼转动,按图纸设计间距,配合小车移动缠绕箍筋成型。
一般不建议在设备上进行骨架制作,会影响生产线效率。
需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用铁辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块的工作。
机器上骨架制作过程;
备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于铁辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。
焊完一节主、箍筋,低速转动铁辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,补齐焊完全部主筋。
若采用划线分度工艺,则不分旋转反向。
用其他方式制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。
人工生产骨架要注意整体布局,合理安排场地,骨架制作、骨架存放与转运,各工序之间尽可能互不干扰,过程流畅,尽可能实现流水线生产方式。
小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。