以下是:江苏省无锡市冷拔管-【精密无缝钢管】精工制作的产品参数
以下是:江苏省无锡市冷拔管-【精密无缝钢管】精工制作的图文视频
【精拉】为您提供
南长精密无缝钢管、
锡山精拉钢管、
泰州精拉无缝钢管、
苏州冷拔管、
常州精拉无缝钢管等多元产品与服务。
冷拔管-【精密无缝钢管】精工制作,
精拉管业(无锡市分公司)为您提供
冷拔管-【精密无缝钢管】精工制作的资讯,联系人:
李涛,电话:
【17768165506】、【17768165506】。 江苏省,无锡市 无锡市是江南文明、吴文化的重要发源地,传说因锡山锡矿挖尽而得名无锡,在商代末年即有文字记载。汉高祖五年(前202),始置无锡县,后长期属常州府。民国十六年(1927)起,直属江苏省。1949年4月23日,无锡县升为无锡市。无锡市人文气息浓厚,诞生过钱锺书、秦邦宪、荣毅仁、阿炳、徐悲鸿等历史名人。无锡市是重要的风景旅游城市、历史文化名城,境内有鼋头渚、灵山大佛、惠山古镇、东林书院、南禅寺、清名桥历史文化街区等景点。
简约而不简单,我们的冷拔管-【精密无缝钢管】精工制作产品视频将用直观的方式展示产品的核心价值。
以下是:江苏无锡冷拔管-【精密无缝钢管】精工制作的图文介绍

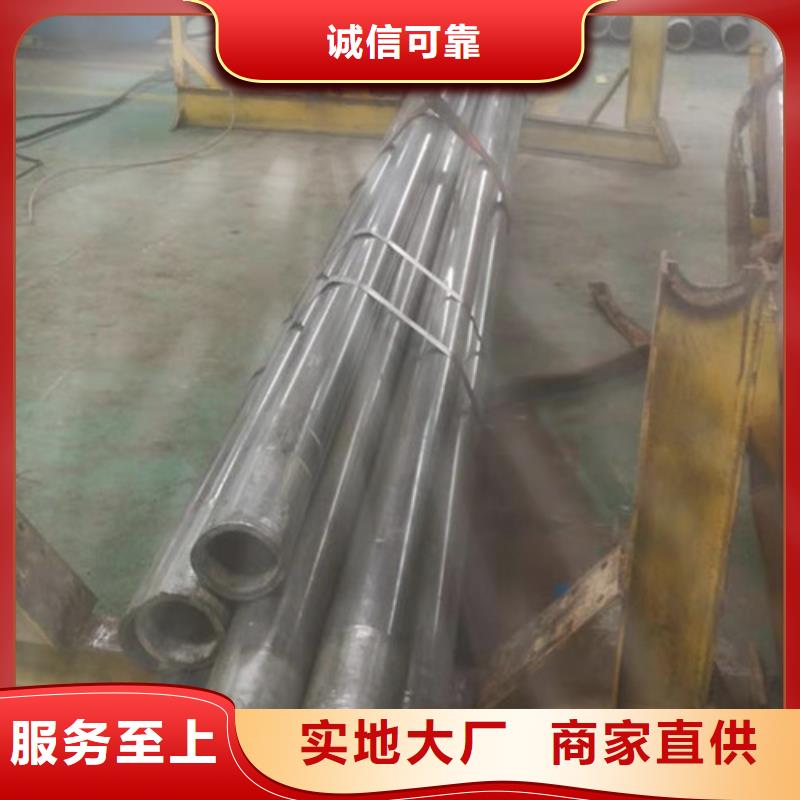
精拉管业(无锡市分公司)坚持以优质的产品、合理的价格面向客户, 20CR精密管产品远销全国,一直深受广大客户的青睐和欢迎,获得 了广大用户朋友的好评和信赖。我们相信,通过我们的不断努力和追求,一定能够实现与客户的互利共赢!


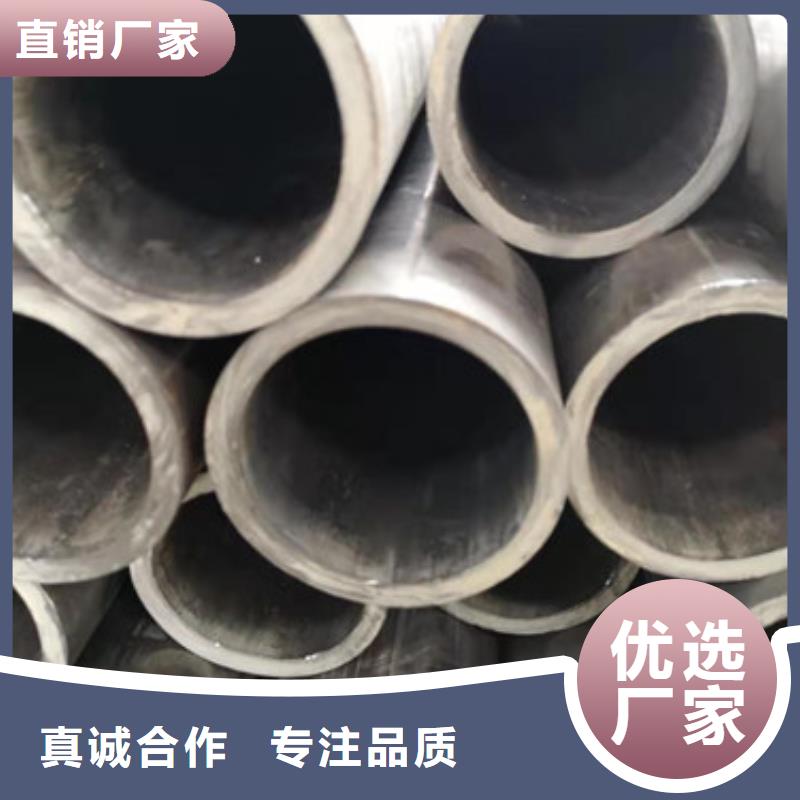
怎样提高冷拔管的抗拉强度?冷拔管也可用涡流探伤代替水压试验。试验压力或涡流探伤对比试样尺寸应符合GB 3092的规定。钢材力学性能是保证钢材终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(冷拔管抗拉强度、屈服强度或冷拔管、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。冷拔管抗拉强度(σb):试样在拉伸过程中,在拉断时所承受的 力(Fb),出以试样原横截面积(So)所得的应力(σ),称为冷拔管抗拉强度(σb),单位为N/mm2(MPa)。它表示金属材料在拉力作用下抵抗破坏的 能力。式中:Fb--试样拉断时所承受的 力,N(牛顿); So--试样原始横截面积,mm2。冷拔管(σs):具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称冷拔管。若力发生下降时,则应区分上、下冷拔管。冷拔管的单位为N/mm2(MPa)。 上冷拔管(σsu):试样发生屈服而力首次下降前的 应力; 下冷拔管(σsl):当不计初始瞬时效应时,屈服阶段中的小应力。 式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。断后伸长率:(σ)在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。 以σ表示,单位为%。式中:L1--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm。断面收缩率:(ψ)在拉伸试验中,试样拉断后其缩径处横截面积的 缩减量与原始横截面积的百分比,称为断面收缩率。



热轧冷拔管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。
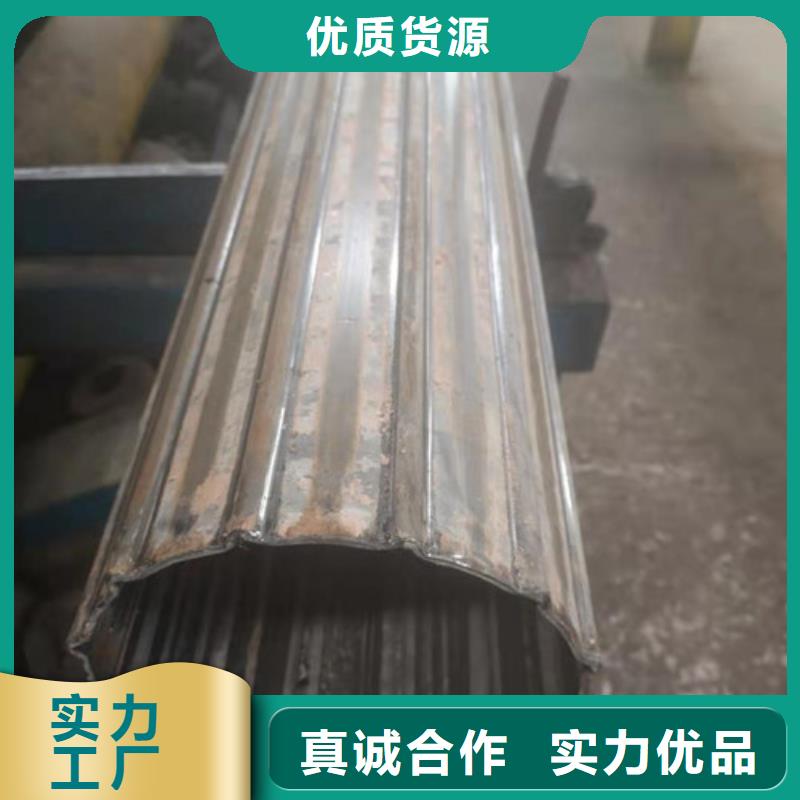
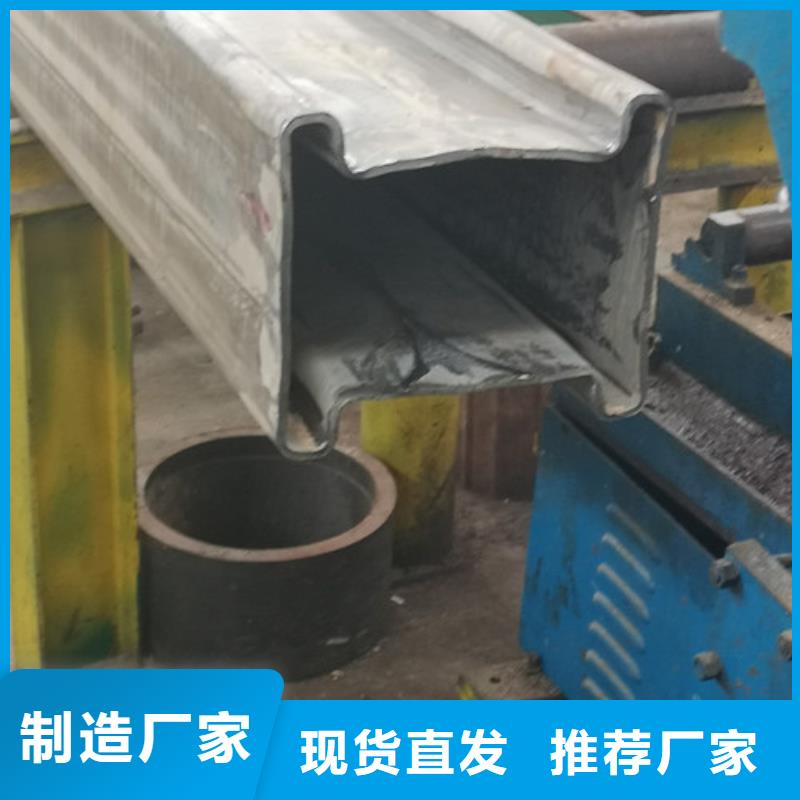
45#冷拔管成品状况为:内外壁亮光无氧化层,冷拔管光洁度很高,接受高压、无泄漏、高精细、高光洁度、冷弯不变形、扩口、压扁无裂缝、外表防锈处理,广泛用于液压体系用精细钢管、注塑机用精细钢管、液压机用精细钢管、船舶制作用钢管、EVA发泡油压机械、精细油压裁断机用无缝钢管、制鞋机械、液压设备、高压油管、液压油管、卡套接头、钢管接头、橡胶机械、锻压机械、压铸机械、工程机械、混泥土泵车用高压钢管、环卫车用、轿车行业、造船工业、金属加工、军工、柴油机、内燃机、空压机、建筑机械、农林机械等 ,完全可以代替同规范的进口45#冷拔管.


工艺:冷拔管中的Cr、Mo、V等强烈的碳化物形成元素有使接头过热区产生再热裂纹的倾向。坡口机加工后(焊接前)MT检查,无裂纹、无缺陷,焊前坡口及周围表面清理(油污、除锈等)至见金属光泽;坡口装配避免强制组对。
焊接前整体或局部预热,焊缝两边各150mm范围内保证预热温度250~300度;层间温度应在预热温度控制范围内。
GTAW(纯Ar气体保护):建议采用TIG-R31(含V)焊丝,直径2.5mm,电流100~140A。如果有一定壁厚,管径不是很小的话,建议采取GTAW+SMAW。SMAW:焊条采用R337,规格可以按实际情况来定。焊接完成后清理飞溅,加热至350~450℃,保温并缓冷的后热措施。12Cr1MoV 采用相应成分的耐热钢焊条,如R310、R312、R317、R316Fe,焊前预热250~350℃,焊后回火处理710~750℃。焊补缺陷或焊后不能进行热处理时,也可采用奥氏体钢焊条,如A302、A307。这时,由于焊缝与母材膨胀系数不同,同时在长期高温工作时还可发生碳的扩散迁移现象,而易于导致在融合区发生破坏。

冷拔管-【精密无缝钢管】精工制作,精拉管业(无锡市分公司)为您提供冷拔管-【精密无缝钢管】精工制作产品案例,联系人:李涛,电话:【17768165506】、【17768165506】。