




为了给您提供更的厚壁钢管直缝钢管选择我们选择放心产品信息,我们上传了的产品视频。看视频,选购不迷路。
以下是:河北石家庄厚壁钢管直缝钢管选择我们选择放心的图文介绍
客户的支持就是我们的成功,随着公司的持续发展,亚电物资(石家庄市分公司)在 无缝钢管产品研发、技术、产品销售、售后服务等方面均有长足的进步,并将持续贯彻“追求产品零缺陷”的质量方针,为广大客户提供更为满意的 无缝钢管产品和服务。



进入十月份以来,引人注目的便是两会的召开,钢铁行业对其也充满期待。特别是在经历了长时期的低迷行情后,钢贸商早已疲惫不堪,期冀两会能通过相关政策息刺激一下低迷的钢市。
当前钢铁行业精密管产量与产能双高,钢铁生产成本居高不下,而钢企间持续不断地不良竞争,预计今年钢铁行业效益很难得到改善,甚至3-5年都很难看到效益明显改善的希望。
据中钢协数据显示,2017年2月下旬,重点钢企粗钢日均产量为180.41万吨,比16年9月下旬178.80万吨的原纪录,了1.61万吨,升幅0.90%。但据调研了解,目前市场库存量并不大,在低迷的行情下,钢贸商拿货积极性较低,均维持低库存运行。这就意味着大量的资源都积累在钢厂方面,导致钢厂处于一个非常被动的局面,钢厂为维持正常运行,不得不采取降低出厂价的方式出货,这又将拖累整个市价的继续走低。
当前钢铁行业精密管产量与产能双高,钢铁生产成本居高不下,而钢企间持续不断地不良竞争,预计今年钢铁行业效益很难得到改善,甚至3-5年都很难看到效益明显改善的希望。
据中钢协数据显示,2017年2月下旬,重点钢企粗钢日均产量为180.41万吨,比16年9月下旬178.80万吨的原纪录,了1.61万吨,升幅0.90%。但据调研了解,目前市场库存量并不大,在低迷的行情下,钢贸商拿货积极性较低,均维持低库存运行。这就意味着大量的资源都积累在钢厂方面,导致钢厂处于一个非常被动的局面,钢厂为维持正常运行,不得不采取降低出厂价的方式出货,这又将拖累整个市价的继续走低。



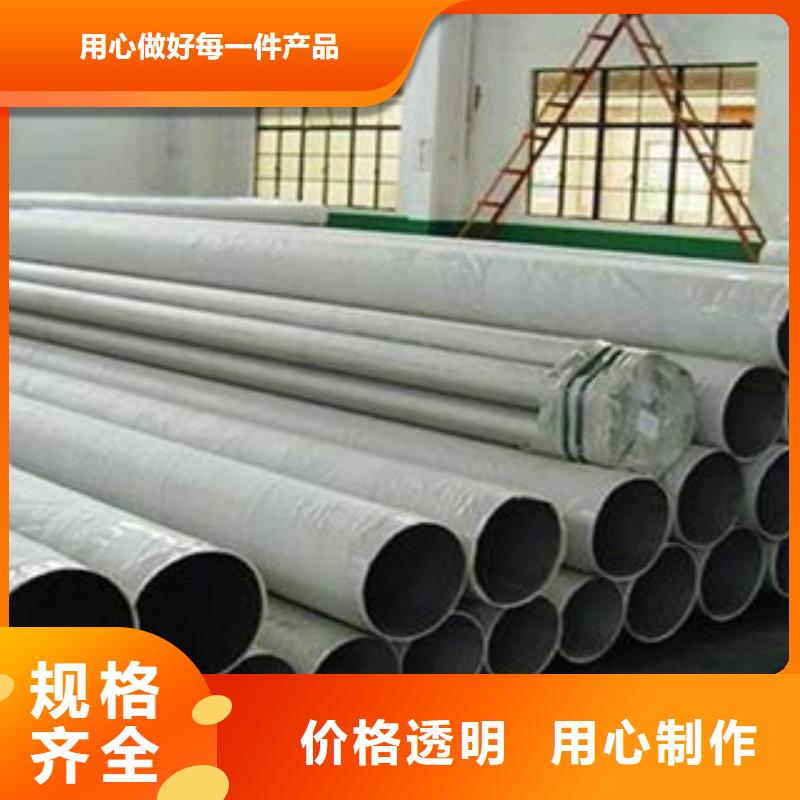
精密钢管的生产精度达到了机械加工和液压油缸使用要求
精密光亮无缝钢管是经过冷轧机调整钢管的外径以及内孔得到的一种无缝钢管,这种无缝钢管内外径尺寸相当精准,内外径表面光滑,也称作精密光亮无缝管。二辊轧机调整内外径尺寸精度误差在10丝以内,三辊轧机调整的精密钢管的尺寸误差在五丝以内。我公司现有30轧机两台,30三辊轧机三台,50轧机两台,加强120轧机一台,可以生产外径22-195mm,壁厚1-35mm的精密钢管,材质为10#、20#、45#、16Mn、27SiMn、40Cr、Gcr15、35CrMo、42CrMo等,执行标准:GB/T3639-2008。精密钢管主要用于机械加工生产零部件和作为液压油缸使用。由于精密钢管的生产精度达到了机械加工和液压油缸使用要求,在使用过程中节省了大量的人力物力,为广大的机械加工企业和液压油缸企业生产企业所喜爱。
精密光亮无缝钢管是经过冷轧机调整钢管的外径以及内孔得到的一种无缝钢管,这种无缝钢管内外径尺寸相当精准,内外径表面光滑,也称作精密光亮无缝管。二辊轧机调整内外径尺寸精度误差在10丝以内,三辊轧机调整的精密钢管的尺寸误差在五丝以内。我公司现有30轧机两台,30三辊轧机三台,50轧机两台,加强120轧机一台,可以生产外径22-195mm,壁厚1-35mm的精密钢管,材质为10#、20#、45#、16Mn、27SiMn、40Cr、Gcr15、35CrMo、42CrMo等,执行标准:GB/T3639-2008。精密钢管主要用于机械加工生产零部件和作为液压油缸使用。由于精密钢管的生产精度达到了机械加工和液压油缸使用要求,在使用过程中节省了大量的人力物力,为广大的机械加工企业和液压油缸企业生产企业所喜爱。


据不完全统计,我国现有45号精密管生产企业约240多家,精密管机组约250多套,年产能力约450多万吨。从口径看,<φ76的,占35%,<φ159-650的,占25%。从品种看,一般用途管190万吨,占54%;石油管76万吨,占5.7%;液压支柱、精密管15万吨,占4.3%;不锈管、轴承管、汽车管共5万吨,占1.4%。
精密管的原料是精密管坯,精密管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的问题.精密管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,精密管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。 精密管分热轧和冷轧(拨)精密管两类。
精密管的原料是精密管坯,精密管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的问题.精密管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,精密管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。 精密管分热轧和冷轧(拨)精密管两类。


