

精心打磨的产品视频已准备就绪,它将带您深入绗磨管_高精度空心杆支持批发零售的魅力世界,让您重新发现产品的无限可能。
以下是:西藏拉萨绗磨管_高精度空心杆支持批发零售的图文介绍


西藏拉萨企业旺旺珩磨管绗磨管油缸管薄壁气缸管的日常工作原理主要是通过砂带上的沙粒产生一定的压力,在一定转速之下进行的表面研磨。通过砂带的上下移动对工件的上下表面来回磨削,达到一定效果。当然在研磨过程中要不断的加润滑油,进行冷却,以免影响工件表面加工质量。这样得到的工件只是粗加工的工件,想要更好精度的产品还需进行精加工处理薄壁气缸管和抛光管的区别绗磨其实也是抛光的一种方式不过绗磨只是专用在对圆孔的抛光方面。绗磨管抛光可以是对任何一种形状的物体表面进行粗糙度的精加工;内形或者外形都可以进行抛光,而绗磨只是对圆孔进行抛光。绗磨有专用的绗磨头,上面装上各种粗细的油石对内孔的表面进行抛光。绗磨并不能改变内孔与外形的同轴度或者孔对外形的相对位置,只是顺着孔的轴线对孔的内表面进行抛光,使孔的尺寸达到工艺的要求。



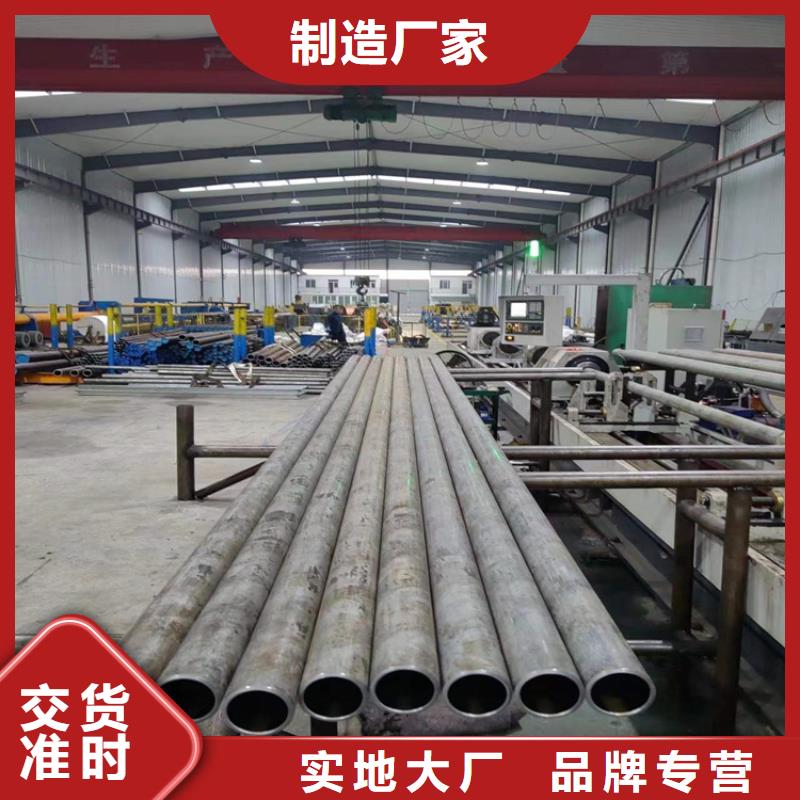
液压机械(拉萨市分公司)夯实的 镀铬空心杆技术服务团队为您提供及时的售前培训,售中咨询,售后服务,确保您的项目成功。全程质量监控, 镀铬空心杆产品有保障, 严格按照技术研发中心的技术要求为您提供优良的 镀铬空心杆产品。


西藏拉萨企业旺旺珩磨管绗磨管油缸管西藏拉萨企业旺旺珩磨管绗磨管油缸管无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。45#绗磨管表面热处理具体定义 ,


西藏拉萨本地企业旺旺珩磨管绗磨管油缸管小口径绗磨管公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m小口径绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。珩磨机油石工作压力对珩磨切削性能影响很大,直接影响切削效率、珩磨油石磨损量和工件精度与粗糙度。当珩磨工作压力大时,珩磨切削量和珩磨油石磨损量都大,加工精度和表面粗糙度也差。珩磨工作压力小时,切削量和珩磨油石磨损量都小,加工精度和表面粗糙度则好


