


联系我们

当前位置:
衡泰重工机械制造(河池市分公司) >
河池当地行业动态
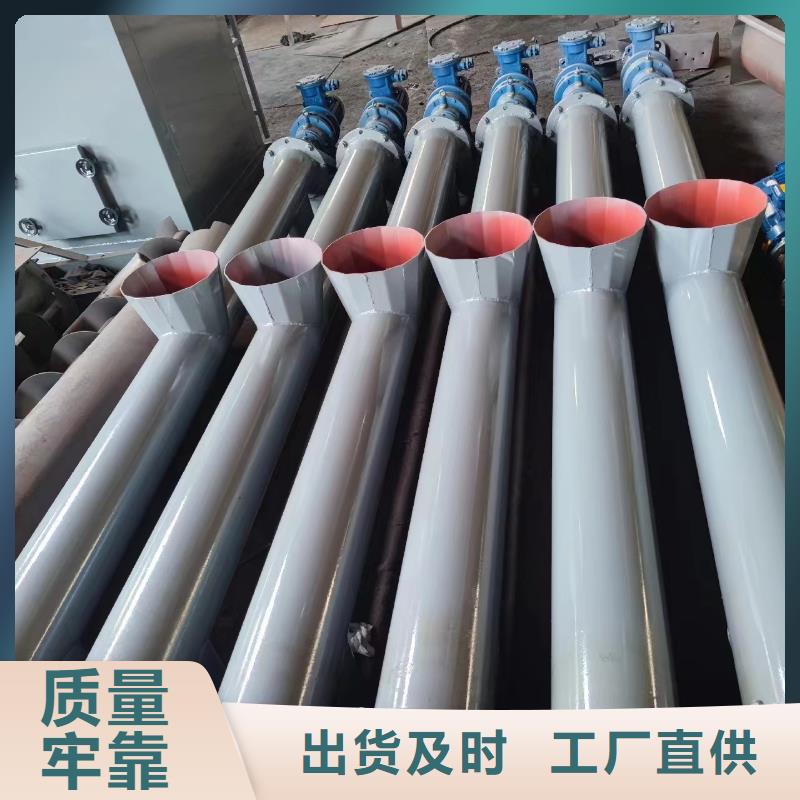
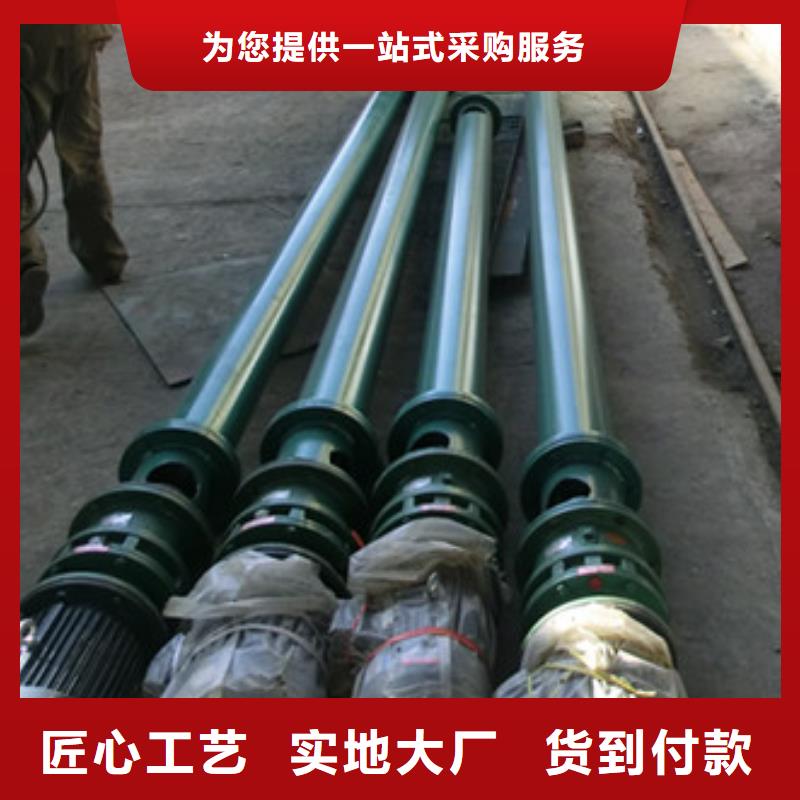
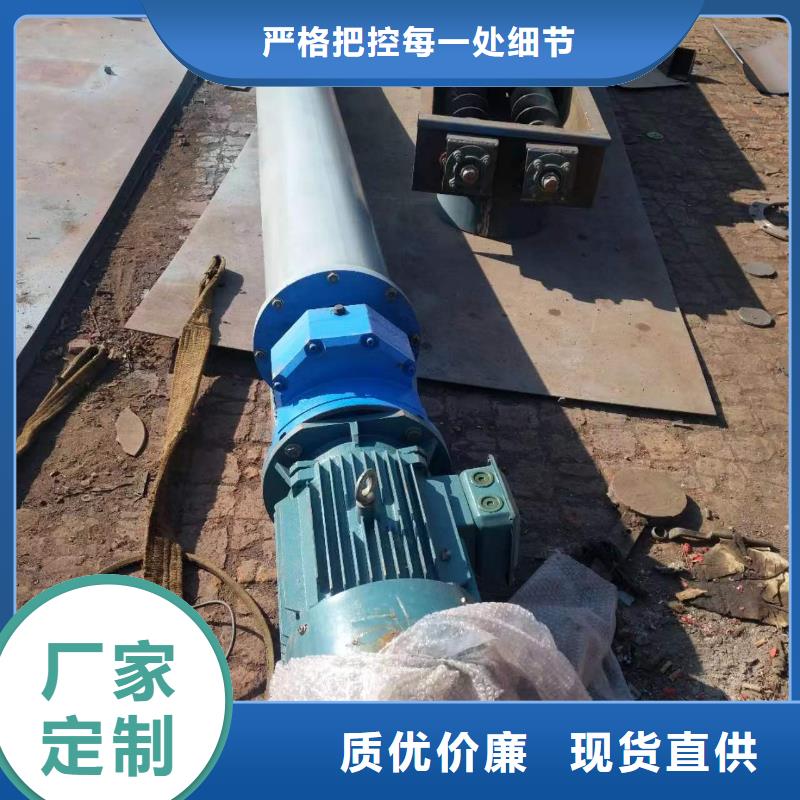
制造螺旋输送机机槽制造厂家
更新时间:2026-04-10 10:42:57 ip归属地:河池,天气:多云,温度:23-36 浏览次数:14 公司名称: 衡泰重工机械制造(河池市分公司)
以下是:广西省河池市制造螺旋输送机机槽制造厂家的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议/台 |
| 发货期限 | 5天 |
| 供货总量 | 1000 |
| 运费说明 | 电议 |
| 小起订 | 1 |
| 是否厂家 | 是 |
| 产品品牌 | 衡泰 |
| 产品规格 | 齐全 |
| 发货城市 | 沧州 |
| 产品产地 | 沧州 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 质保时间 | 1年 |
| 适用领域 | 广泛 |
| 品牌 | 衡泰 |
| 管型426 | 219 |
| 不锈钢 | 200 |
| 无轴 | 300 |
| 双轴 | 500 |
| 范围 | 制造螺旋输送机机槽供应范围覆盖广西省、桂林市、南宁市、柳州市、梧州市、北海市、钦州市、贵港市、玉林市、百色市、贺州市、河池市、来宾市、崇左市、防城港市 金城江区、南丹县、天峨县、凤山县、东兰县、宜州区等区域。 |
以下是:广西省河池市制造螺旋输送机机槽制造厂家的图文视频
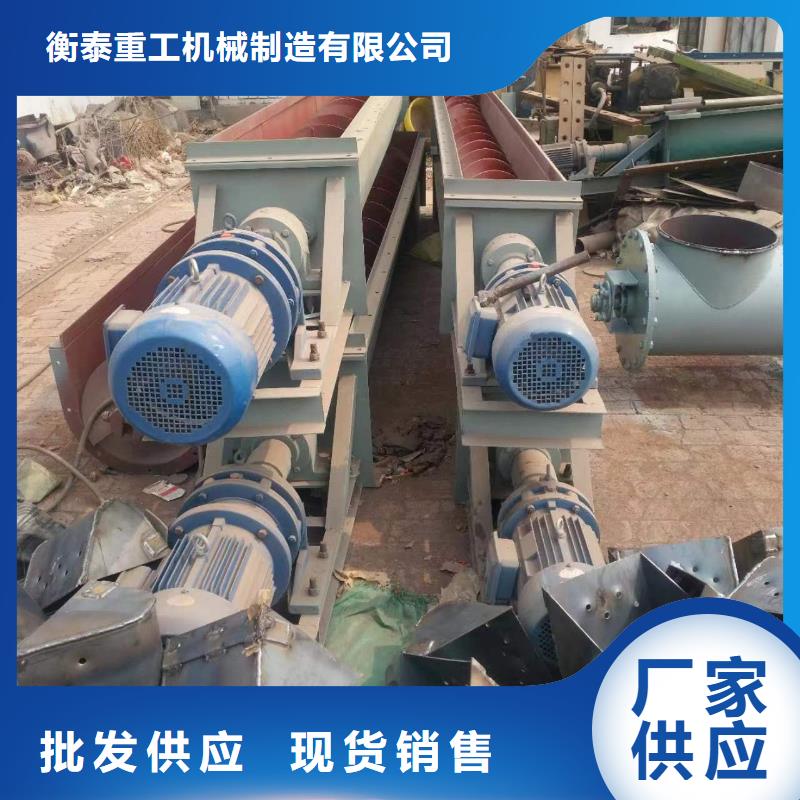


【衡泰】业务覆盖多领域场景,主营凤山粉尘加湿搅拌机、天峨斗式机、北海斗式机、桂林螺旋输送机等产品服务。在广西省河池市采购制造螺旋输送机机槽制造厂家请认准衡泰重工机械制造(河池市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:刘女士-【13731735184】)。 广西壮族自治区,河池市 河池市,简称“河”,广西壮族自治区辖地级市,地处广西北部、云贵高原南麓,境内地形多样,结构复杂,地势西北高东南低,属亚热带季风气候,总面积3.35万平方千米。截至2022年3月,全市辖2个区、9个县。截至2022年末,全市常住人口340.96万人。
如果你想要更深入地了解我们的制造螺旋输送机机槽制造厂家产品,那么请务必观看这部视频。它一定会给你带来意想不到的惊喜和收获。
以下是:广西河池制造螺旋输送机机槽制造厂家的图文介绍
衡泰重工机械制造(河池市分公司)自成立以来一直秉承“品质、专业、诚信、热忱”的经营理念,致力于打造满足客户需求的准确、方便、迅捷、可靠的 震动给料机企业。公司特别注重高科技研发团队的的建设,凝聚了一支多年从事 震动给料机方面的研发和产品工程师,保证了产品质量的稳定性、可靠性。同时公司也建立了拥有丰富项目实施经验和技术过硬的售前、售后服务队伍,可以为用户提供的产品服务和技术解决方案。


广西河池螺旋输送机的输送角度会直接影响输送量,核心规律是:**输送量随倾斜角度增大而下降**,角度越大,下降幅度越明显,且在角度>30°后衰减速率显著加快。### 一、影响核心逻辑1. 倾斜输送时,物料受重力分力作用,会产生沿机壳向下的滑动趋势,导致叶片有效推送的物料量减少(部分物料“回流”)。2. 角度越大,重力分力越强,物料滑动、回流越严重,同时管内物料挤压阻力增大,进一步降低实际输送效率,终表现为输送量下降。### 二、不同倾斜角度的输送量衰减参考以水平输送量为基准(),不同角度对应的输送量衰减比例如下(适用于大部分粉状/粒状物料):- 0°(水平):输送量(基准值)- 10°:输送量90%~95%(衰减5%~10%)- 15°:输送量85%~90%(衰减10%~15%)- 20°:输送量80%~85%(衰减15%~20%)- 30°:输送量70%~75%(衰减25%~30%)- 40°:输送量60%~65%(衰减35%~40%)- >45°:不使用,输送量<50%(衰减超50%),且易堵塞、能耗激增### 三、关键影响因素1. 物料特性:流动性好的物料(如干燥石英砂、面粉)滑动更明显,输送量衰减比粘性物料(如酒糟、湿砂)更显著。2. 填充系数:角度越大,需越低的填充系数(如20°比10°填充系数低10%~15%),否则衰减会进一步加剧。3. 叶片设计:实体叶片比带式叶片的防回流效果好,输送量衰减可减少5%~10%;低螺距叶片也能缓解物料滑动。### 四、实操建议1. 优先选择水平或低角度(≤15°)输送,若需大角度,可考虑“低角度螺旋+斗式机”组合,避免输送量不足。2. 若必须倾斜(15°~30°),需通过增大螺旋直径、提高转速或降低填充系数补偿输送量,同时电机功率需按“水平功率×(1+sinθ)”修正(θ为倾斜角度)。3. 角度>30°时,需谨慎评估,优先验证物料试运效果,避免因衰减过度导致生产效率不达标。要不要我帮你根据具体的倾斜角度、物料类型和水平输送量,精准核算实际输送量,并给出对应的设备参数调整建议?


广西河池螺旋输送机叶片与机壳间隙调整过程中,如何保证同轴度?保证同轴度的核心是:以螺旋轴两端轴承座为基准,通过“基准校准→精准测量→对称调整→反复复核”的流程,控制轴的径向跳动和机壳同心度。### 一、先明确同轴度合格标准- 螺旋轴径向跳动≤0.3mm/m(每米长度允许偏差不超过0.3mm)。- 螺旋轴与机壳的同心度偏差≤2mm,确保叶片四周与机壳间隙均匀(差值≤2mm)。- 轴承座安装面水平度≤0.2mm/m,避免底座倾斜导致轴偏移。### 二、核心控制步骤(按顺序执行)#### 1. 基准定位:固定轴承座安装基准- 清理轴承座与底座的接触面,去除油污、杂物和锈蚀,保证贴合平整(无缝隙)。- 用水平仪校准轴承座安装面,通过加垫片调整,使两端轴承座的水平度一致(偏差≤0.2mm/m)。- 确保两端轴承座的中心连线与机壳中心line重合,可通过拉线法辅助定位(在机壳两端拉一条细线,对准机壳内壁中点,调整轴承座使轴中心与细线对齐)。#### 2. 精准测量:实时监测同轴度偏差- 用百分表测量:将百分表吸附在机壳固定部位,探针垂直接触螺旋轴表面(靠近轴承座处和轴中段各设1个测量点)。- 手动缓慢转动螺旋轴(每转90°记录1次数值),全程记录百分表的与小读数,差值即为径向跳动值。- 长距离输送机(>5m)需分段测量,每2-3m增设1个测量点,避免中段轴体偏移未被发现。#### 3. 对称调整:避免单侧受力导致偏移- 调整轴承座时,必须按“对称、分步”原则操作:松开轴承座螺栓后,在底座或侧面加/减垫片时,两侧垫片厚度需一致(偏差≤0.1mm)。- 若百分表显示轴偏向左侧,需在轴承座左侧加垫片或右侧减垫片,调整量为径向跳动偏差的1/2,避免过度调整。- 调整过程中,同步用塞尺检查叶片与机壳的间隙,确保间隙均匀性与同轴度同步达标。#### 4. 反复复核:锁定合格状态- 每调整1次轴承座,需手动转动螺旋轴,复测百分表数值,直至径向跳动≤0.3mm/m。- 紧固轴承座螺栓时,按对角线顺序分步拧紧(每步拧至半紧,全部半紧后再逐次拧紧),避免单侧紧固导致轴移位。- 螺栓锁紧后,再次转动轴体复测,确认同轴度无变化,再进行后续间隙微调。### 三、关键辅助措施- 工具校准:调整前检查百分表(确保精度≤0.01mm)、水平仪(精度≤0.02mm/m),避免工具误差影响测量。- 排除部件变形:若轴体本身弯曲(径向跳动超标且无法通过轴承座调整修正),需先校直或更换螺旋轴。- 机壳同步校准:调整轴的同时,用水平仪校验机壳水平度(≤0.5mm/m),机壳变形会间接影响同轴度,需同步校正。要不要我帮你整理一份**同轴度校准操作记录表**,明确测量点、标准值、实测值和调整措施,方便现场记录和追溯?




今年在广西省河池市本地购买制造螺旋输送机机槽制造厂家有了新选择,衡泰重工机械制造(河池市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的制造螺旋输送机机槽制造厂家产品。如需购买或咨询,请随时联系我们,联系人:刘女士-【13731735184】,地址:西环工业区。