


想要了解异型螺旋输送机定制可定制产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:四川广元异型螺旋输送机定制可定制的图文介绍


实体螺旋叶片的核心加工工艺分为整体成型、分段拼接、连续冷轧三类,需根据叶片尺寸、材质和精度要求选择,不同工艺适配场景差异显著。 一、主流加工工艺及特点# 1. 连续冷轧成型工艺(应用广)- 工艺原理:将钢带通过专用冷轧机的轧辊模具,连续轧制出螺旋升角、外径一致的螺旋叶片,无需焊接,一体成型。- 核心优势:生产效率高、成本低,叶片表面光滑、尺寸精度高(螺距误差≤±2mm),材质利用率达95%以上。- 适配场景:中小尺寸叶片(外径≤600mm、螺距≤800mm),材质以碳钢、不锈钢为主,适合批量生产。- 局限:无法加工大厚度叶片(一般≤12mm),高硬度材质(如Mn13锰钢)轧制难度大,易开裂。# 2. 分段拼接焊接工艺(适配大尺寸/厚叶片)- 工艺原理:按叶片螺距和外径,将板材切割成单个“扇形坯料”,加热后通过模具压制成单圈螺旋,再将多圈叶片焊接在传动轴上,拼接成完整螺旋。- 核心优势:可加工大尺寸(外径>600mm)、大厚度(≥10mm)叶片,适配锰钢、耐磨合金等硬材质,灵活性高。- 适配场景:大型U型螺旋输送机、高磨琢工况,如矿山、建材行业的大流量输送设备。- 局限:焊接处易产生应力集中,需后续热处理,表面精度低于冷轧工艺,生产周期长、成本高。# 3. 整体锻造工艺(高精度/高负荷场景)- 工艺原理:将整块坯料加热至高温后,通过锻压机和专用模具,一次性锻造成完整的螺旋叶片(单头或多头),再经机加工精修尺寸。- 核心优势:叶片整体无焊缝,强度高、抗冲击性强,尺寸精度极高(螺距误差≤±0.5mm),适合高负荷、高转速工况。- 适配场景:精密输送设备、高温/高压工况,或输送大块耐磨物料的重型设备。- 局限:成本极高、生产周期长,仅适用于定制化、小批量生产,大尺寸叶片锻造难度大。# 4. 冲压成型工艺(小型/薄叶片批量生产)- 工艺原理:用冲压机配合专用模具,对薄板材(厚度≤5mm)进行一次性冲压成型,直接得到单圈或多圈叶片。- 核心优势:生产效率极高、成本极低,适合大批量生产小型叶片(外径≤300mm)。- 适配场景:轻型输送机、食品级小型设备,材质以薄碳钢、304不锈钢为主。- 局限:叶片厚度受限,强度较低,不适用于磨琢性或重载工况。 二、工艺选型关键原则- 批量+中小尺寸+普通材质:选连续冷轧成型(性价比)。- 大尺寸+厚叶片+硬材质:选分段拼接焊接(灵活性强)。- 高精度+高负荷+定制化:选整体锻造(强度和精度)。- 小型+薄叶片+大批量:选冲压成型(成本、效率)。要不要我帮你整理一份实体螺旋叶片加工工艺选型对照表,明确每种工艺的参数范围、适配场景、成本和维护要点,方便快速匹配需求?四川广元螺旋输送机显著的特点。



1、 震动给料机质量保证首先从技术着手,从 震动给料机产品选型上满足用户要求,我们将提供技术成熟,并且经过实践检验运行稳定、性能可靠的 震动给料机产品;
2、严格制定 震动给料机工艺措施,严格执行,要求操作者按图纸标准要求和工艺文件进行自检,专职检验严格把关,不合格的 震动给料机产品杜绝出厂;
3、在安装期间派技术人员常驻现场,进行技术服务,指导安装质量,及时与甲方和监理公司部门沟通,发现问题及时解决;
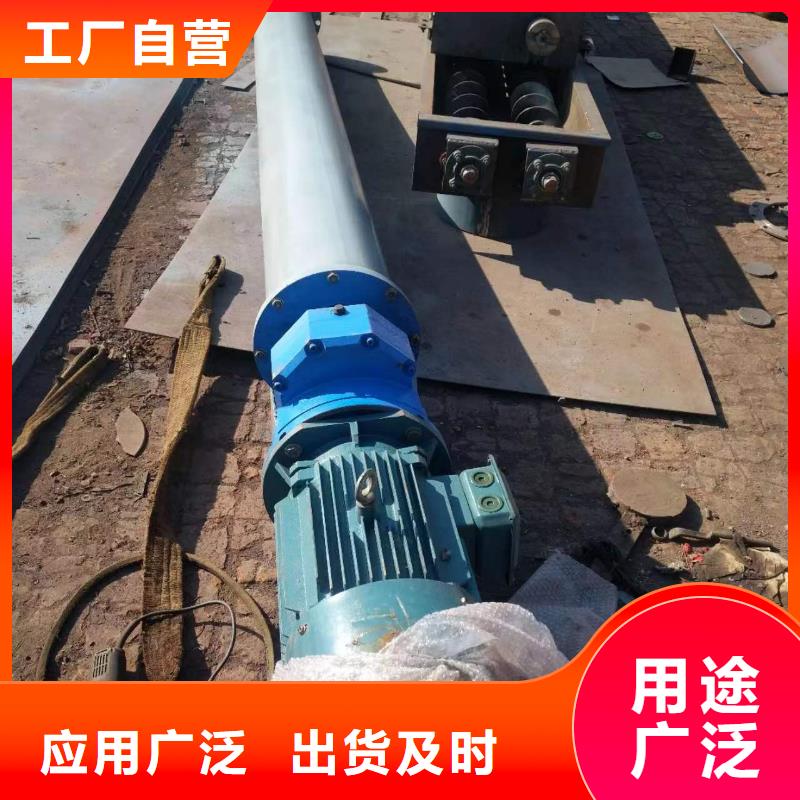
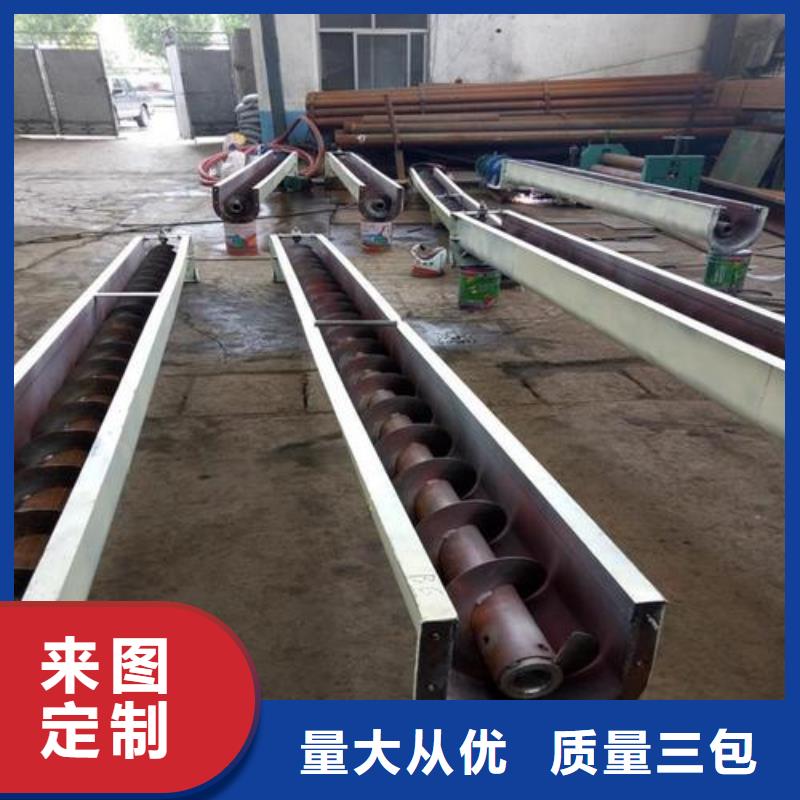
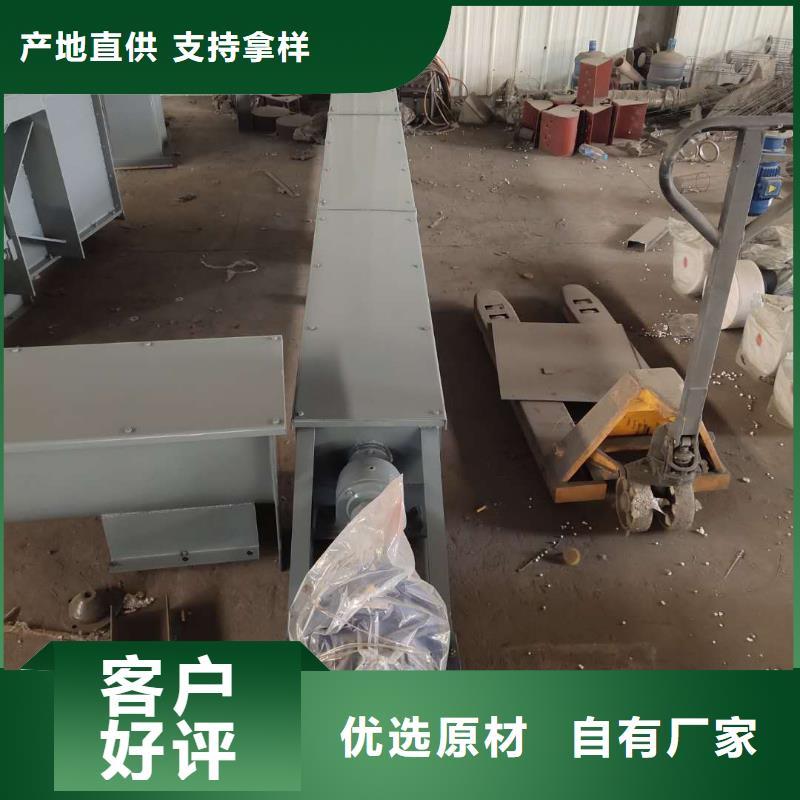
异型螺旋输送机定制可定制


四川广元螺旋输送机叶片与机壳间隙调整的核心是:先定位偏差原因,再通过调整轴承座、机壳或螺旋轴,将间隙校准至3-10mm的合理范围,全程需保证同轴度和对称性。### 一、调整前准备- 工具:水平仪、塞尺(0.02-10mm)、扳手、千斤顶、垫片(不同厚度)、百分表。- 前提:停机断电,清理机壳内残留物料,检查叶片是否变形、机壳是否偏移,排除部件损坏问题。- 测量基准:先测螺旋轴两端同轴度(允许偏差≤0.2mm/m),再用塞尺测量叶片与机壳上、下、左、右四点的间隙,记录偏差数据。### 二、核心调整方法(按常见问题分类) 1. 螺旋轴偏移导致的间隙不均(常见)- 调整轴承座:松开头部和尾部轴承座的固定螺栓,在轴承座底部或侧面加/减垫片(垫片厚度按间隙偏差计算),顺时针/逆时针微调轴承座位置。- 校准同轴度:用百分表吸附在螺旋轴上,转动轴体,确保轴的径向跳动≤0.3mm,同时用塞尺复测间隙,直至四周间隙均匀。- 固定锁紧:调整到位后,按对角线顺序拧紧轴承座螺栓,再次复核间隙,避免紧固时移位。 2. 机壳变形或安装倾斜导致的间隙偏差- 校正机壳:若机壳局部凸起或弯曲,用千斤顶轻轻顶压变形处(垫木块防损伤),配合水平仪校准机壳水平度(水平偏差≤0.5mm/m)。- 调整机壳固定点:松开机壳与底座的连接螺栓,在偏移侧加垫片,或调整底座支撑高度,使机壳与螺旋轴保持同心。 3. 叶片磨损/变形导致的间隙异常- 轻微变形:用扳手轻轻校正叶片边缘(避免用力过猛导致断裂),确保叶片与轴垂直、边缘平整。- 严重磨损/变形:直接更换叶片,新叶片安装后需按上述方法重新校准间隙,避免因叶片尺寸偏差导致间隙不合格。### 三、调整关键注意事项- 间隙对称性:两侧间隙差值需≤2mm,底部间隙可略大于顶部(防止物料堆积摩擦),但需在3-10mm范围内。- 分区域调整:长距离螺旋输送机(>5m)需分段测量间隙,每2-3m设一个测量点,避免整体偏移。- 试运转校验:调整后开机空转30分钟,观察有无摩擦异响、振动,停机后再次用塞尺复测,确认间隙无变化。- 适配物料调整:磨琢性物料可预留较大间隙(8-10mm),粉状物料保持较小间隙(3-5mm),避免回流。要不要我帮你整理一份间隙调整操作步骤流程图,搭配工具清单和常见偏差解决方案,方便现场实操?



四川广元螺旋输送机的填充系数(φ)无固定值,核心按物料形态、流动性、是否易结块划分,常规取值范围 0.15~0.45,具体分类及标准如下:一、按物料形态的标准取值1. 粉状物料(流动性好 / 中)典型物料:面粉、水泥粉、粉煤灰、煤粉、滑石粉、奶粉填充系数 φ:0.25~0.35逻辑:流动性好但易扬尘,中低填充度可避免管内压力过大、堵塞或物料溢出。2. 粒状物料(规则 / 不规则颗粒)典型物料:粮食、塑料粒子、化肥颗粒、饲料颗粒、石英砂、小石子填充系数 φ:0.35~0.45逻辑:颗粒流动性适中、无粘连,较高填充度能输送效率,且不易堵塞。3. 小块状物料(单块粒径≤50mm)典型物料:煤块、矿石碎块、建筑垃圾颗粒、陶粒、果干填充系数 φ:0.2~0.3逻辑:块状物料占用空间大、流动性差,过高填充度易卡滞在叶片与机壳之间。4. 粘性 / 易结块物料(含潮湿物料)典型物料:酒糟、发酵面团碎、受潮面粉、脱水污泥、湿砂填充系数 φ:0.15~0.25逻辑:物料易粘连在叶片和机壳上,低填充度可减少堆积和阻力,避免堵塞。二、特殊工况的取值调整倾斜输送(θ>10°):在水平取值基础上降低 10%~20%,避免物料下滑导致填充度异常。长距离输送(>30m):降低 5%~10%,减少物料滑动和磨损带来的效率损耗。高转速机型(n>40r/min):降低 10% 左右,防止物料因离心力脱离叶片。耐磨 / 防粘涂层机型:可在对应区间上限取值,涂层减少粘连,物料流动性。三、核心原则流动性越好,填充系数可越高;粘性、结块性越强,填充系数越低。优先按物料类型取中间值,再根据输送方向、距离、转速微调。
