


无论您是初次接触还是已经熟悉,我们的不锈钢护栏厂家供应产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:保山施甸不锈钢护栏厂家供应的图文介绍


国外护栏强制性要求必须进行碰撞试验检测护栏的防护能力,美国在1962年首先采用了实车碰撞试验的方法对护栏的防撞性能进行评价,目前使用的是1993 年颁布的“公路设施性能评价程序(NCHRP Report 350)”,简称美国350报告。欧洲是从上世纪七十年代开始,根据本地区情况对实车碰撞试验检验护栏性的方法进行研究,目前采用的是EN1317标准。日本的建设省道路局在1965年发布了防护栏的设置标准,并在1972年、1998年和2004年对防护栏的设置标准进行了修订,并发布了相应的防护栏设计标准的解释文件。1999年澳大利亚和新西兰参考美国的350报告颁布了道路护栏系统标准。我国的《高速公路交通设施设计及施工技术规范》JTJ074-94(简称JTJ074-94)规范中 次涉及到护栏性能的评价内容。2004年交通部颁布的《高速公路护栏性能评价标准》JTG/TF83-01-2004(简称F83标准)标准在国内 次专门规定了护栏的性能评价具体办法和指标,规范了护栏的性能标准。



与其他管件一样,不锈钢复合管护栏也有自己的应用标准和规范。首先了解不锈钢复合管栏杆在一定条件下的性能。不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合而成的新材料,不锈钢复合管栏杆既有不锈钢的耐腐蚀性和耐磨性,又有美观的外观,而且碳素钢具有良好的抗弯强度和抗冲击性。符合节能和的原则。不锈钢复合管于2002年标准GB/t18704-2002正式颁布,从材料质量的选择、检验等方面进行了严格的一套标准化管理,由于其外观美观、价格低廉等优点,已广泛应用于桥梁护栏、装饰等方面,汽车配件、输送滚筒、纺织机械配件等领域。不锈钢复合管标准规定了不锈钢复合管的分类、代号、尺寸、形状、质量及允许偏差要求、技术要求、试验方法、包装和贮存。


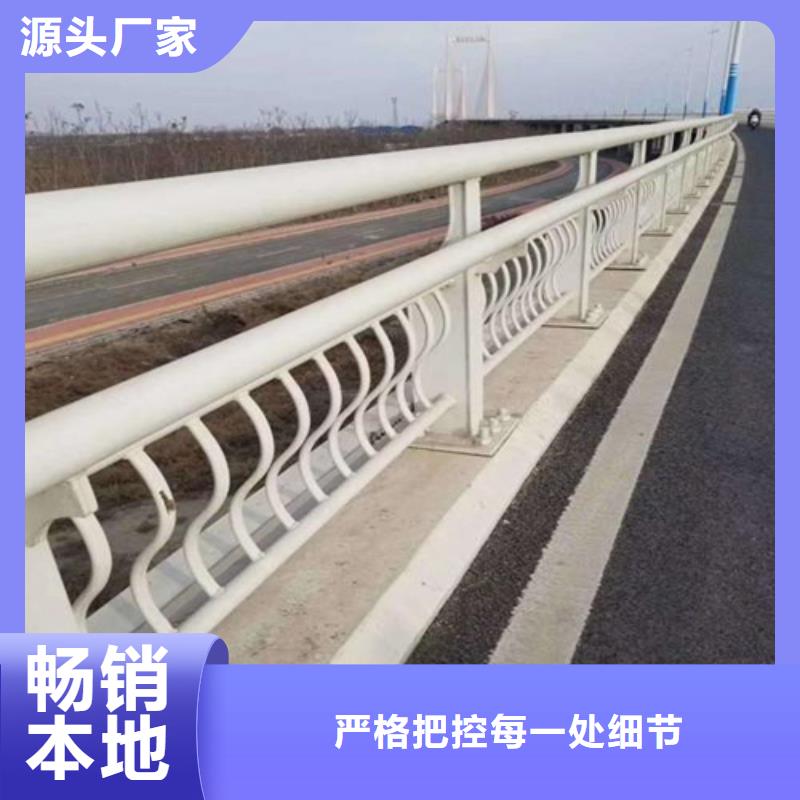
信万佳金属制品(保山市施甸县分公司)批发零售: 不锈钢桥梁护栏、灯光护栏、不锈钢护栏、不锈钢复合管护栏,货源充足,常备库存,现货充足,目前公司客户遍布全国各地,公司一贯重合同、守信用,在业界内享有较高的商业信誉,且有雄厚的经营实力,能稳健地向客户提供产品的营销服务,公司优势:货源充足,价格合理,高端服务,宁可一诺不许,许则一诺千金,欢迎新老客户来电咨询洽谈。



不锈钢复合管护栏焊接进程如果因液态缩短和凝结缩短形成的体积缩短等于因外壳尺度缩小所形成的体积减缩,则凝结的外壳仍和内部液态金属紧密触摸,不会发生缩孔。可是,因为合金的液态缩短和凝结缩短超过硬壳的固态缩短,因而液体将与硬壳的顶面脱离。顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属全部凝结后,在铸件上部就形成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。以上对合金缩短规矩的剖析,仅涉及合金管成分、温度等自身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻止,这种缩短称为自在缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻止而使缩短不能自在进行,这时发生的缩短称为受阻缩短。受阻缩短率总小于自在缩短率,阻力更大时将出现裂纹


不锈钢复合管护栏焊接要领1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min。焊接时要保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm2.将对焊处两端磨坡口,为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。。3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右,应注意不要过份打磨,否则很容易将不锈钢表层磨破露出钢管,这样就需要修补,加大了工作量.可在施工前先切一小段试焊,熟悉一下,一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。


