


通过展示用户在不同环境下使用景观护栏 Q235钢板立柱优选货源产品的场景,视频充分证明了产品的适应性和稳定性,为您提供了有力的购买依据。
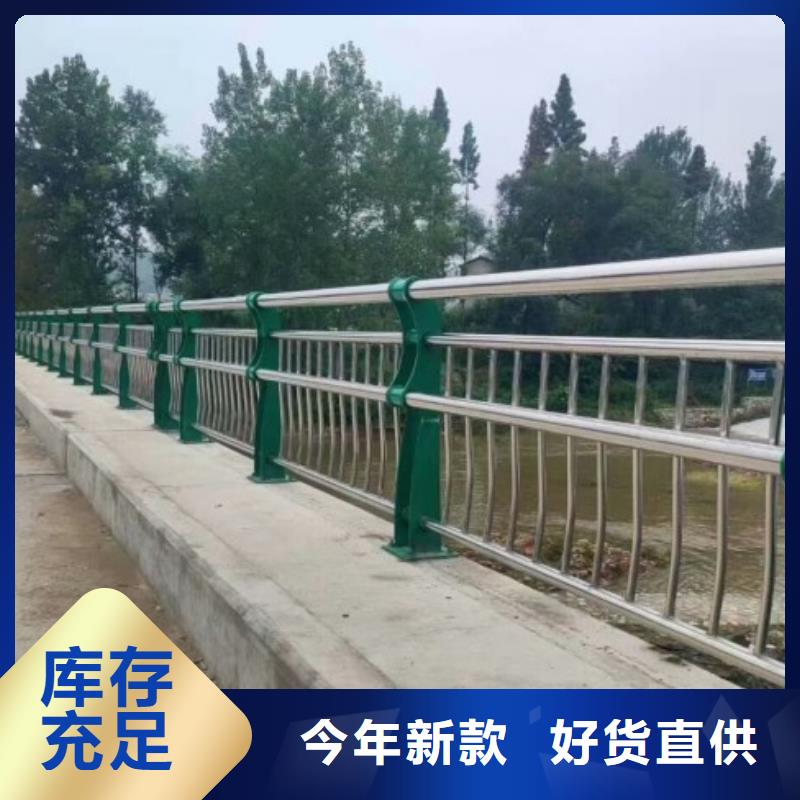
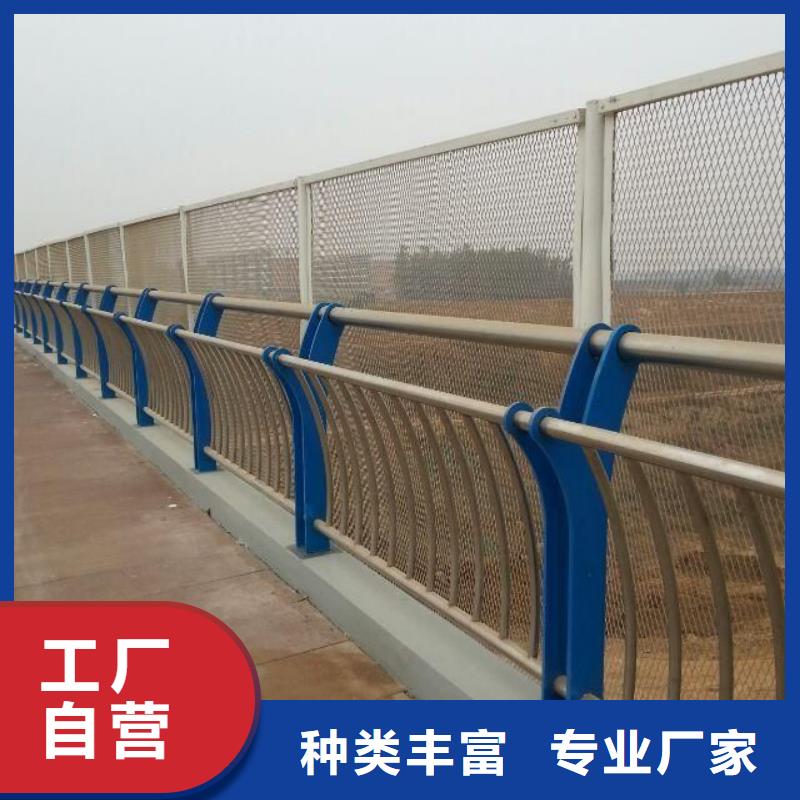
以下是:河南濮阳景观护栏 Q235钢板立柱优选货源的图文介绍

不锈钢碳素钢复合管
绿洲安防科技(濮阳市分公司)
3.7 焊接程序先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。
3.8 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。
3.9 焊后清理焊后应仔细清理焊件表面的焊渣、焊瘤飞溅物及其他污物。必要时应对焊缝进行局部修整。焊后清理完毕,应在基材焊缝附近的明显部位打上焊工印记以便日后考查。景观护栏
3.10 焊接工艺评定当产品技术条件要求进行焊接工艺评定时,须在开工前进行焊接工艺评定,详见 “JB4708-2000钢制压力容器焊接工艺评定”。
3.8 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。
3.9 焊后清理焊后应仔细清理焊件表面的焊渣、焊瘤飞溅物及其他污物。必要时应对焊缝进行局部修整。焊后清理完毕,应在基材焊缝附近的明显部位打上焊工印记以便日后考查。景观护栏
3.10 焊接工艺评定当产品技术条件要求进行焊接工艺评定时,须在开工前进行焊接工艺评定,详见 “JB4708-2000钢制压力容器焊接工艺评定”。
3.11 焊接管件采用钢制对焊无缝管件应符合GB/T12459-1990,焊接管件采用钢板制对焊管件时应符合GB/T13401-1992,用于送石油天然气的焊接管件应符合SY/T0510-1998“钢管对焊管件”和SY/T5257-2004“钢制弯管”。


厂家实力
多年不锈钢碳素钢复合管行业经验源头工厂只为您提供更优质的产品

优选原材
不锈钢碳素钢复合管材料严格筛选确保品质出厂经过多层质检

按需定制
不锈钢碳素钢复合管款式多样一站式采购多年贴心售后
不锈钢碳素钢复合管的图文介绍
物美价优当地货源

绿洲安防科技(濮阳市分公司)以“”、“诚信协作”、“互助共赢”为公司理念,以和应用为己任,始终把高新技术【不锈钢碳素钢复合管】产品作为对未来市场竞争的积j i把握,积j i开拓国内外市场,并一如既往的积j i配合客户所需。放眼未来,我司将发展成为具有一定规模和影响力的专业厂商。我们真诚地期待与您的合作!

产品案例图
PRODUCT REAL SHOT DISPLAY






绿洲安防科技(濮阳市分公司)
