







因为在无缝钢管表现,有着一层保护镀锌层。这可以杜绝,管道与氧气以及水分接触。当缺少了这两个,氧化反必要条件之后。管道想要生锈,就几乎是不可能了。而且普通钢管,自身硬度比较高,但人形比较差。
因此在建造过程中,往往需要进过很多道程序,这无疑是增加了,不少施工时间。但无缝钢管不同,这种管道采是冷拔热轧工艺,这使得钢管,在韧性方面非常色。这些钢管在加工过程中,根本不加入,一些保护钢管措施,就可以进行加工。我们常说热扩钢管指是密度比较低但是收缩很强钢管,(无缝化钢管)都可以简称为热扩管。斜轧法或拉拔法扩大管材直一种荒管精轧工序。在较短时间内使钢管增粗,可生产非标,特殊 无缝管,且成本低,生产效率高,是目前轧管领域发展趋势。
但无缝钢管不同,无缝钢管退火,采是酸性液体。也就是说当无缝钢管,基本成之后,会放入到酸性液体中进行酸洗。如果在酸洗过程中,钢管表面现了大量气泡。那么这证明,钢管质量,达不到相标准。而这样一些钢管,也不会现在市场中。

无缝钢管碳钢管通常采用退火处理,而不锈钢则采用固溶处理。几何无缝化—内外毛刺技术通常一个完整的内毛刺系统由刀具、支持系统和调控系统三个部份组成,其技术关键在于刀具的形状和寿命。内毛刺的余高一般控制在0.2mm以内,甚至0.1mm以内。外毛刺技术较为简单,于管体外装外毛刺刮刀即可。物理无缝化—焊缝退火处理在高频焊接过程中,由于趋肤效应、临近效应和热传导的综合作用,造成了管坯边缘附近的温度分布梯度,形成了熔化区、部分熔化区、过热组织区、正火区、不完全正火区、回火区等特征区域。
其中过热区组织由于焊接的温度在1100℃以上,奥氏体晶粒急剧长大,冷却后晶粒粗大,在一定的化学成分和冷速条件下还会形成硬而脆的晶相。此外,由于温度梯度的存在也会产生焊接应力。其综合结果,焊缝区的综合机械性能比母材低。焊管物理无缝化就是通过焊缝热处理,达到应力、均化和细化组织、提高焊接热影响区综合机械性能的目的,而其根本目的是应力。
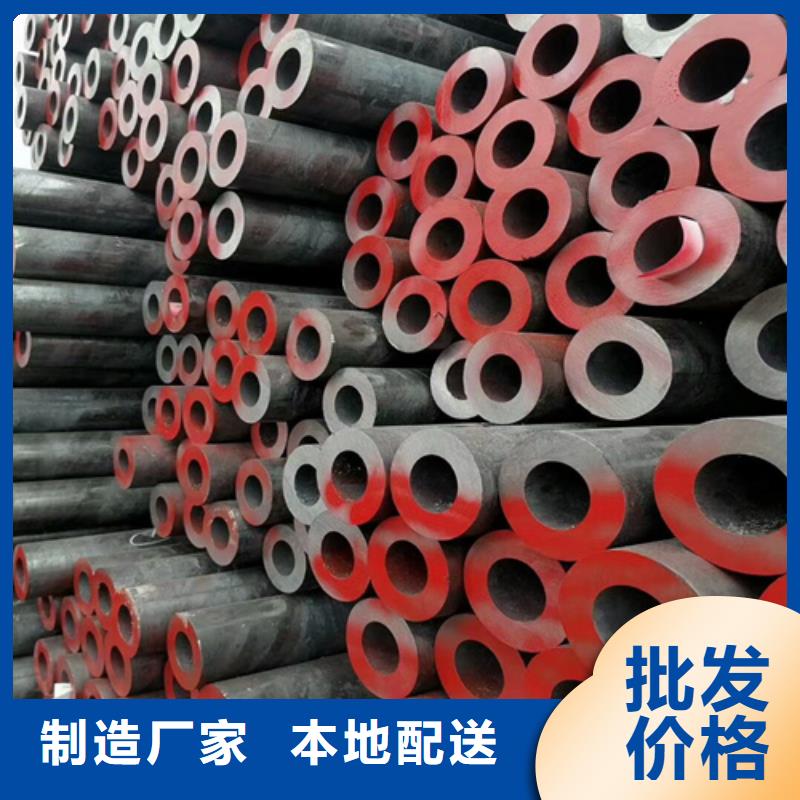
市场中对于无缝钢管都有鲜明质量要求,特别是对不同合金元素要求是不能马虎,其中有害元素必须要进行严格控制,也需要考虑到管道材料在生产完成之后危险性和缺陷问题,比如可能会产生裂纹、内折、外折、轧破、离层、结疤、拉凹等等问题,这些也。
其实在这个时候,有着很多常规方法,可以给我们提供帮助。比如说我们,看一下钢材成分,是不是足够均匀。因为劣质无缝钢管,管道中杂质比较多,钢材密度偏小。一旦我们从管道截面,发现了管道中,成分比较混乱,那么这一定,不是合格无缝钢管。
再确定了管道,表面没有任何缝隙之后,会将管道切割成为,大约一米胚料。然后将这些胚料,输送进去退火程序,这就将管道尺寸,给彻底确定下来了。因此我们在安装过程中,只需要事先,将铺设管道大小确定下来,然后直接购买就行了。

焊接钢管也称焊管,是用钢板或钢带经过卷曲成型后焊接制成的钢管
焊接钢管 。焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
低压流体输送用焊接钢管(GB/T3091-2008)也称一般焊管,俗称黑管。是用于输送水、煤气、空气、油和取暖蒸汽等一般较低压力流体和其他用途的焊接钢管。