



无论您是初次接触还是已经熟悉,我们的85*3.5精密钢管实力批发厂家产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:定西漳县85*3.5精密钢管实力批发厂家的图文介绍


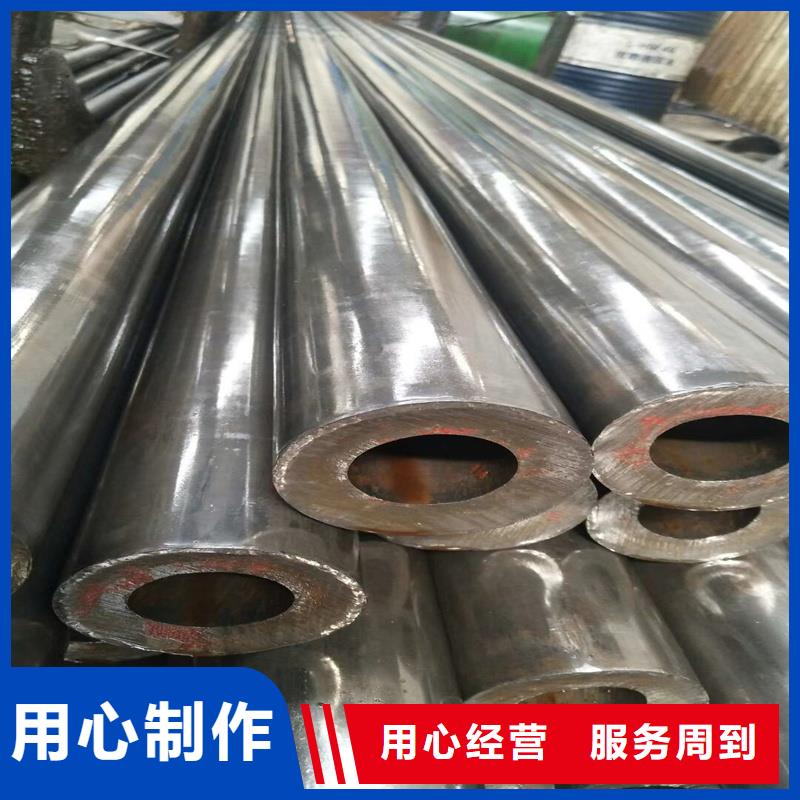
定西漳县本地热轧精密管的交货状态一般是热轧状态经过热处理后进行交货。热轧精密管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。 热轧 圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 精密管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。精密管的规格用外径*壁厚毫米数表示。精密管分热轧和冷轧(拨)精密管两类。热轧精密管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。冷轧(拨)精密管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧定西漳县无缝管外径一般大于32mm,壁厚2.5-200mm,定西漳县冷轧精密管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。



定西漳县精密管行业近期发展有所减慢,因此厂家加强进行结构升级,提高竞争力。那下面小编就给大家介绍一下精密管是如何进行结构调整和转型升级的。定西漳县本地精密管工业协会副会长王利群认为,2016年,随着经济增速的放缓,需求走弱,精密管供大于需日趋明显,产量呈下行态势;行业效益情况向好,精密管产业链出现均衡发展的苗头;精密管企业正加快实施结构调整和转型升级。 精密管、精密管必须适应新情况、新变化,在新的环境中、新的平台上实现新的均衡,以适宜的速度、适当的方式、更高的效率、更好的质量,继续保持、平稳的发展状态。面对相同的外部环境,精密管产业链上的任何一方都不可能长期“独善其身”,产业链合作是必然趋势。因此,精密管产业各利益相关方应当放下短期利益,从产业链建设的高度出发,和上下游企业结成真正的利益共享、风险共担的长期稳定的合作关系。


亚广金属(定西市漳县分公司)不仅有技艺精湛的 20#精密钢管技术人员和经验丰富的售后服务队伍。而且紧跟潮流,将互联网技术应用到公司生产经营 20#精密钢管的各个环节中,积j i开展互联网营销,及时提供公司新 20#精密钢管产品信息和技术服务。为用户提供完善的服务。



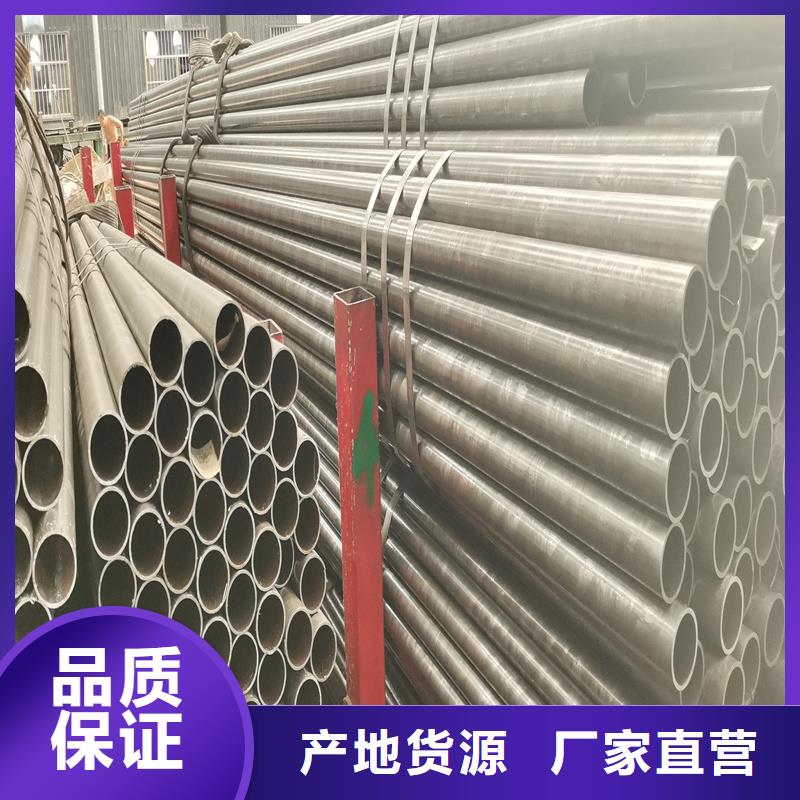
定西漳县精密管的精度和制作过程是衡量一个厂家技术力量是不是非常雄厚的一个硬性的指标,也是一个企业技术提高的一个展现方式,精度一般越精细的话,技术水平越高,相应的产品制作就会越精美。一般厂家都能做到精密管的制作精度是0.3,那么能做到0.2吗? 定西漳县精密管或冷轧精密管(GB3639-2000)是用于机械结构、液压设备的尺寸精度高和表面光洁度好的冷拔或冷轧精密定西漳县无缝钢管。高精度精密管是一种新型高技术节能产品。,高精度精密管的应用对节约钢材,提高加工工效,节约能源所谓高精度冷拔管是指内、外径尺寸精度(公差范围)严格,内外表面光洁度、圆度、直度良好,壁厚均匀的精该技术所生产的高精度冷拔管的主要技术指标已达到或部分超过标准GB8713--88和标准ISO4394/I-1980(E) 的要求。详见下表: 主要技术指标与标准对照表项目实际达到GB8713-88 ISO4394/I 内径尺寸公差H8 H9 H10 H8 H9 H10 H8 H9 H10 直线度0.3/1000 A: 0.3/1000 A: 0.5/1000 B: 1/1000 B: 1/1000 C: 1.5/1000 C: 1.5/1000 壁厚%10±壁厚%10±壁厚%5±壁厚偏差圆度0.04 无规定。


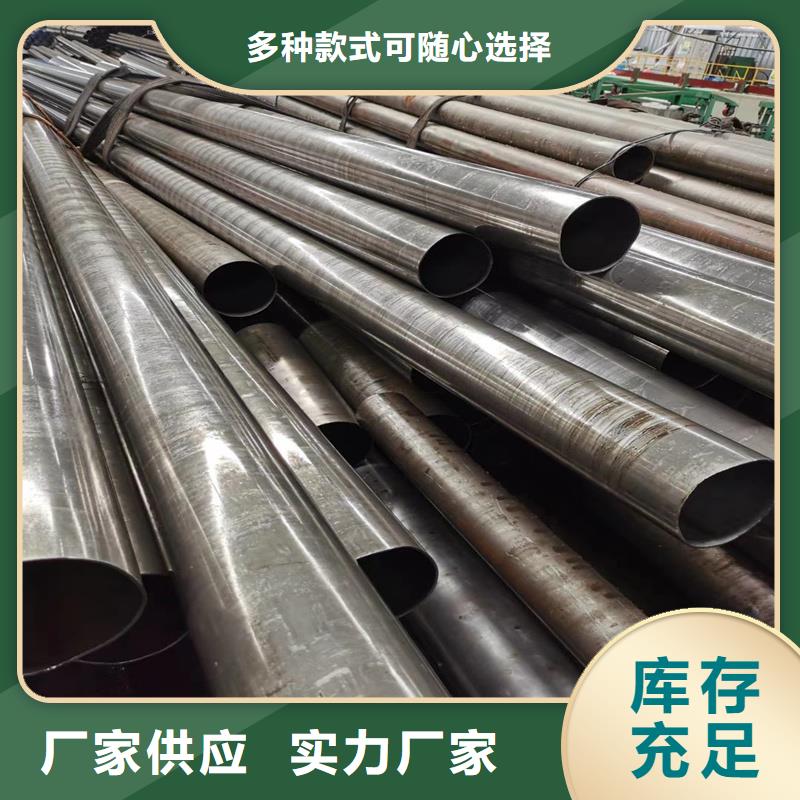
定西漳县精密管和企业对在建精密管、手续不全的精密管抓紧签订增减挂钩协议,继续抓好煤炭减量化生产措施的落实。会议还指出,各地要严格执法,坚决查处各种形式违法违规问题。充分运用地区自查、部门核查、媒体暗访等多种形式,深入开展淘汰落后产能、违法违规建设项目清理和联合执法“三个专项”行动。同时,要落实月度报告通报制度,要按照时间节点及时、认真上报。精密管要严格执行关于化解产能过剩的有关规定,切实做好产业过剩的化解 精密管生产企业约240多家 精密管机组约250多套,年产能力约450多万吨。从口径看,<φ76的,占35%,<φ159-650的,占25%。从品种看,一般用途管190万吨,占54%;石油管76万吨,占5.7%;液压支柱、精密管15万吨,占4.3%;不锈管、轴承管、汽车管共5万吨,占1.4%。定西漳县精密管的原料是精密管坯,精密管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的问题.精密管坯出炉后要经过压力穿孔机进行穿空。 精密管一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,精密管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。



