




想要知道球墨铸铁管配件柔性铸铁管来图定制产品如何?看视频就知道!看视频,选产品更明智!
以下是:宿迁泗洪球墨铸铁管配件柔性铸铁管来图定制的图文介绍


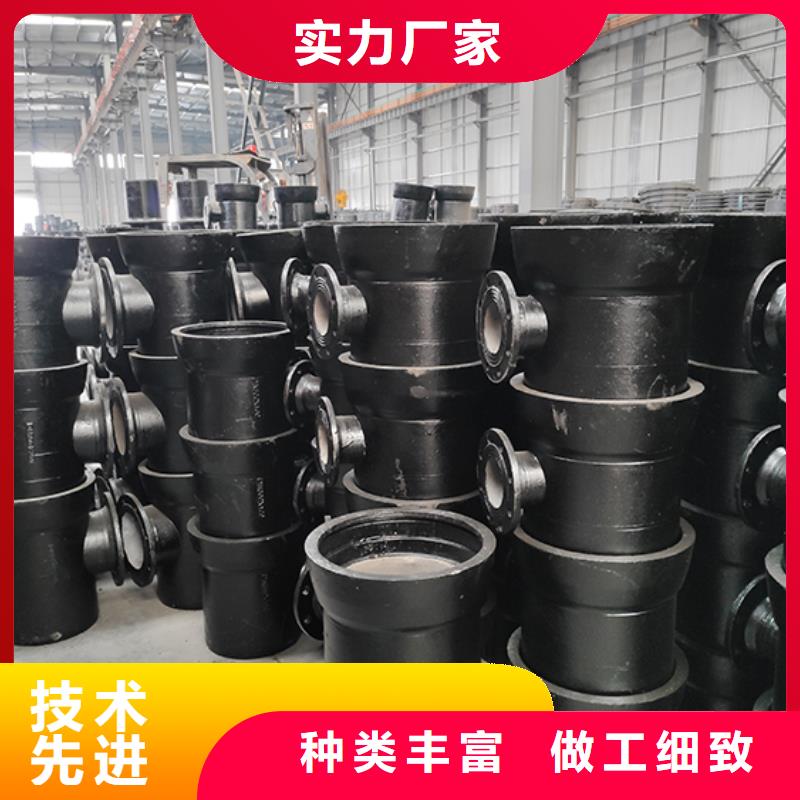
球墨铸铁管配件的连接方式是较灵活的,管的内径和外径不管多大,只要是公称直径是一样的就可以做到相互连接,而且口径大小可以用配套管件进行伸缩变径。球墨铸铁管的外径和钢管PE管的外径是一样的,所以如果在施工过程中和钢管连接也是可以的,用法兰盘螺栓进行连接。如果去是PE管和球墨铸铁管连接要进行热熔的工艺方式,也是用法兰盘,球墨铸铁管的配件齐全,不同口径可进行变径伸缩,和镀锌管连接可用丝扣进行连接,配件种类齐全,安装快捷便利。



12月份球墨铸铁管价格走出流畅的趋势上涨行情,价格的上涨吸引了更多投资者对球墨铸铁管市场的关注。随着气温下降,自北向南越来越多的工地开工受到了影响,未来几天长江中下游地区将经历一波大的寒潮,气温降至0℃以下,投资者更加关注冬储对市场的影响,贸易商的冬储行为是否能让球墨铸铁管价格上涨的趋势延续。然而,价格大幅上涨后,当前贸易商主动冬储意愿并不强,投资者需要降低球墨铸铁管冬储拉动盘面价格的预期。 “冬储”顾名思义就是钢贸商在每年冬季从钢厂低价买入一些货囤起来,等来年市场行情启动,利用市场恢复过程中价格上涨的机会将低价囤货高价卖出获利。时至今日,每年仍有不少贸易商联系钢厂进行冬储,目的依然是来年有货卖,市场有利图。 随着 金融政策调整和行业结构变化以及金融衍生工具的运用,钢厂和贸易商之间的关系与交易模式发生了变化,冬储的方式也在不断升级:原来简单的是贸易商自行承担资金利息到钢厂锁价拿货,等来年涨价销售获利;后来演变成贸易商到钢厂打预付款锁价,来年拿货,球墨铸铁管厂家承担资金利息;再到贸易商到钢厂打预付款不锁价,钢厂保值结算,钢厂承担资金利息。驱动模式演变的是国内钢铁市场整体产能过剩,钢厂和贸易商不断创新和调整企图达到新的生态平衡。 球墨铸铁管配件



鑫福兴管业(宿迁市泗洪县分公司)拥有 柔性铸铁管研发、生产、营销、质检、物流仓储等完整的管理体系。立足于国内市场,以的品质和服务为广大用户提供值得信赖的 柔性铸铁管产品。 柔性铸铁管产品不断创新,及时满足市场需求。公司在合肥、上海和深圳建立了三个 柔性铸铁管生产基地,组建了遍及全国的销售服务网络。 专业成就品质,科技引领未来。公司本着“品质优异、客户至上、诚实守信、和谐发展”的经营理念,愿与海内外客户精诚合作,共赢发展。


球墨铸铁管配件也称铸铁管与球墨铸铁管,球墨管是由生铁制成。按其制造方法不同可分为:砂型离心承插直管、连续铸铁直管及砂型铁管。按其所用的材质不同可分为:灰口铁管、球墨铸铁管及高硅铁管。铸铁管多用于给水、排水和煤气等管道工程。 1、给水铸铁管 (1) 砂型离心铸铁直管 砂型离心铸铁直管之材质为灰口铸铁,适用于水及煤气等压力流体的输送。 (2) 连续铸铁直管 连续铸铁直管即连续铸造的灰口铸铁管,适用于水及煤气等压力流体的输送。 2、排水铸铁管 普通排水铸铁承插管及管件。柔性抗震接口排水铸铁直管,此类铸铁管采用橡胶圈密封、螺栓紧固,在内水压下具有良好的挠曲性、伸缩性。能适应较大的轴向位移和横向由挠变形,适用于高层建筑室内排水管,对地震区尤为合适。 球墨管的制作标准: 一、严厉要求化学成分,对原铁液要求的碳硅含量比灰铸铁高,降低球墨铸铁中锰,磷,硫的含量 二、铁液出炉温度比灰铸较铁更高,比赔偿球化,孕育处置时铁液温度的损掉 三、进行球化处置,即往铁液中添加球一化剂 四、进行孕育处置五球墨铸铁活动性较差,缩短较大,因而需求较高的浇注温度及较大的浇注系统尺寸,多使用冒口,冷铁,采用挨次凝结准则 五、进行热处置生铁是含碳量大于2%的铁碳合金,工业生铁含碳量普通 在2.5%--4%,并含C、SI、Mn、S、P 等元素,是用铁矿石经高炉冶炼的产物。依据生铁里碳存在形状的分歧,又可分为炼钢生铁、锻造生铁和球墨铸铁等几种。生铁功能:生铁坚固、耐磨、锻造性好,但生铁脆,不克不及锻压。



影响球墨铸铁管配件生产的7大因素: (1)碳当量:铁水碳当量过高(尤其是高硅含量),使石墨球化的影响。试验表明,厚壁铸件,当碳当量超过共晶成分是可能产生开花石墨。但增加的碳含量增加铁水镁回收率。因此,大多数高碳低硅生产的原则,通常硅含量在2%左右控制。此外,碳当量,铸件壁厚的选择:当管壁厚度为6.5?76毫米,碳当量的4.35%至4.7%;壁厚>76毫米,碳当量的4.3%到40.35%。 (2)硫:当铁液中的含硫量太高时,硫与镁和稀土生成硫化物,因其密度小而上浮到铁液表面,而这些硫化物与空气中的氧发生反应生成硫,硫又回到铁液,又重复上述过程,从而降低了镁与稀土含量。当铁液中的硫大于0.1%时,即使加入多量的球化剂,也不能使石墨完全球化。 (3)稀土与镁:稀土与镁含量过低时,往往产生球化不良或球化衰退现象。一般工厂要求球化剂的加入量为1.8%~2.2%。 (4)壁厚:铸件壁太厚也容易产生球化不良及衰退缺陷,主要是因为铁液在铸型中长时间处于液态,镁蒸汽上浮,造成镁含量降低;共晶时大量石墨生成而释放出的结晶潜热使奥氏体壳重新熔化,石墨伸出壳外而畸形长大,形成非球状石墨。 (5)温度:若铁液温度过高,铁液氧化严重,由于镁与稀土易与氧化物产生还原反应,而使得镁、稀土含量降低,同时高温也将增加镁的烧损和蒸发;铁液温度太低,球化剂不能熔化和被铁液吸收,而上浮至铁液表面燃烧或被氧化。 (6)滞留时间:铁液中镁的含量是随孕育处理后停留时间的增加而减少,其主要原因是因硫及镁、稀土的氧化与蒸发造成的。一般情况下,滞留时间不超过20min。 (7)浇冒口:冒口设计是不合理的,将有施法时间太长,铁水飞溅,以及空气中的参与,因此,镁,稀土氧化物是严重的。
