





衬塑防腐在我们日常生活中经常可以看到,在使用一段时间的设备后,防腐性能就会下降。面对这种现象,可以通过几种增加防腐性能的方法来使用,下面就来介绍一下。制造各种耐腐蚀的合金,如在一般钢铁中参与铬、镍等制成不锈钢。在钢铁制件外表涂上机油、凡士林、油漆或掩盖珐琅、塑料等耐腐蚀的非金属材料来增加衬塑防腐设备的性能。用化学方法使衬塑防腐设备外表生成一层细密安稳的氧化膜。如在机器零件、枪炮等钢铁制件外表构成一层细密的黑色四氧化三铁薄膜等。用电镀、热镀、喷镀等方法,在衬塑防腐设备外表镀上一层不易被腐蚀的金属,如锌、锡、铬、镍等。这些金属常因氧化而构成一层细密的氧化物薄膜,然后阻止水和空气等对钢铁的腐蚀。以上就是几种增加衬塑防腐设备性能的几种方法,用户可以根据自身的设备情况以及环境来选择不同的方法进行,产品质量,增加产品效益。
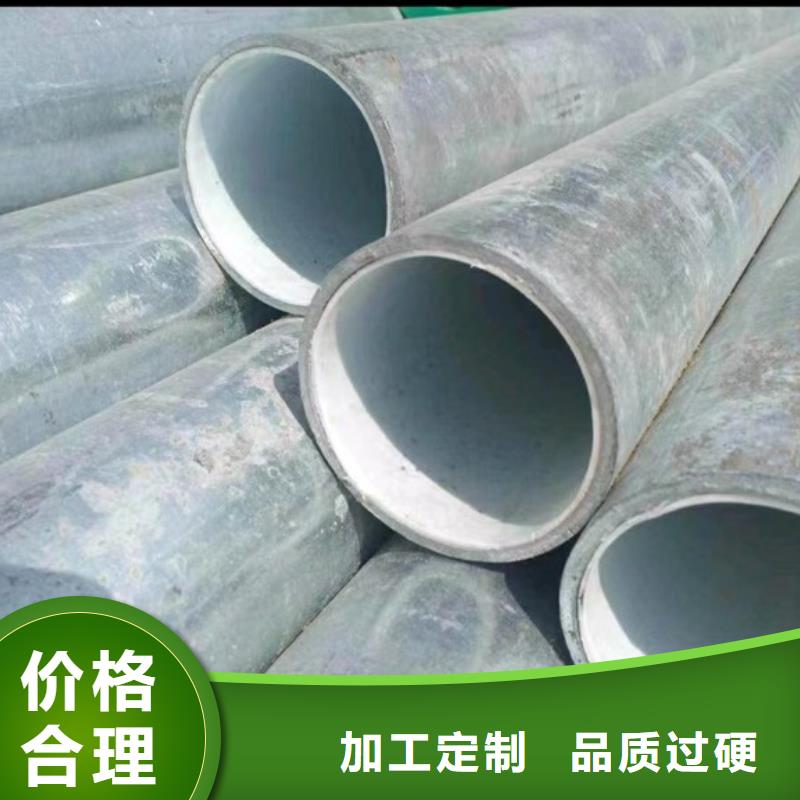
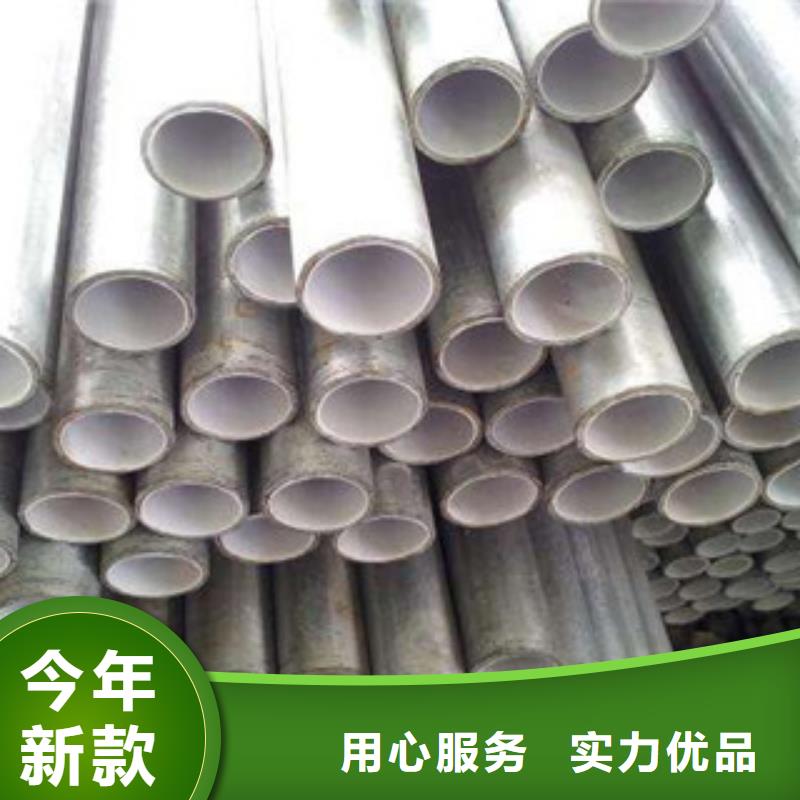
衬塑钢管衬塑工艺:钢管前处理后,在塑料管的外壁上均匀地涂抹上胶粘剂,然后放在钢管内使其膨胀而形成的钢塑复合产品。滚塑工艺:钢管前处理后进行加热,在钢管旋转的同时,把聚乙烯粉末均匀地滚撒在内壁上,然后进行固化处理而形成的钢塑复合产品。涂塑工艺:钢管前处理后进行加热,进行高速涂塑处理,然后进行固化处理而形成的钢塑复合产品。衬塑钢管
衬塑钢管给水衬塑钢管应符合CJ/T136标准的要求。外覆塑层与钢管之间的胶粘剂应符合SY/T0413对胶粘剂的要求。内衬聚乙烯(PE)钢管的内衬塑料应符合GB/T13663对塑料的要求。内衬耐热聚乙烯(PE-RT)钢管的内衬塑料应符合CJ/T175对塑料的要求。内衬交联聚乙烯(PE-X)钢管的内衬塑料应符合GB/T18992.2对塑料的要求。
衬塑钢管适用于公称通径不大于500mm的给水衬塑钢管。涂塑钢管适用于公称通径不大于1200mm的给水涂塑钢管。连接方式衬塑钢管接应符合GB/T9119标准的要求。沟槽连接应符合GB5135.11标准的要求。丝扣连接应符合GB/T7306.1标准的要求。衬塑钢管技术要求:设备制造验收规范按HGJ92-90标准、GHJ33-91标准,焊缝按GB13985-88标准;选用JG-873型电火花孔探伤仪,输出电压5KV-30KV探头在防腐衬里层表面以移动速度不超过50mm/s探测,以不击穿为合格。衬塑钢管应用领域:广泛应用于石油、化工、化纤、氯碱、染料、农药、医药、环保、冶炼、电力等行业的介质输送及环保处理系统、饮水工程及给排水工程。
管道材料的许用应力一般按材料的各项强度分别除以对应的系数,取其中的小值作为该材料的许用应力,该值为管道材料容许承受的应力。同时由于内筋嵌入式衬塑钢管采用卡环式连接,冷挤压变形制槽,不需考虑管壁厚度附加值的C3。增加施工难度和费用。衬塑钢管现场施工不能提前预制,延长施工时间。衬塑钢管会产生缩径现象(相对而言),会增加管道系统的设计压力。衬塑钢管因内衬塑比较厚,相对比较耐磨。生产工艺独特:在产品结构确定后采用何种工艺进行生产是目前经济活动中至关重要的,它直接关联了产品的生产成本和生产效率,同时又反过来对产品的结构设计、材料的选择提出工艺上的要求。内筋嵌入式衬塑钢管采用独特的机械拉拔复合工艺,通过对金属管的缩径压迫内层塑料管,使两种材料产生 性合理过盈,加之焊管内表面独特设计的花纹内筋对塑料管外表面的嵌入作用,以及塑料管复合前的物理和化学改性,使得内筋嵌入式衬塑钢管具有不分层、不缩管,长期使用有保障的技术特点。并于2001年获 实用新型 。这种独特的工艺生产效率高,过程控制易行,复合质量高。