




我们精心制作的护栏高性价比产品视频已经准备就绪,【解锁新品!】护栏高性价比产品视频,带你穿越新品体验之旅!
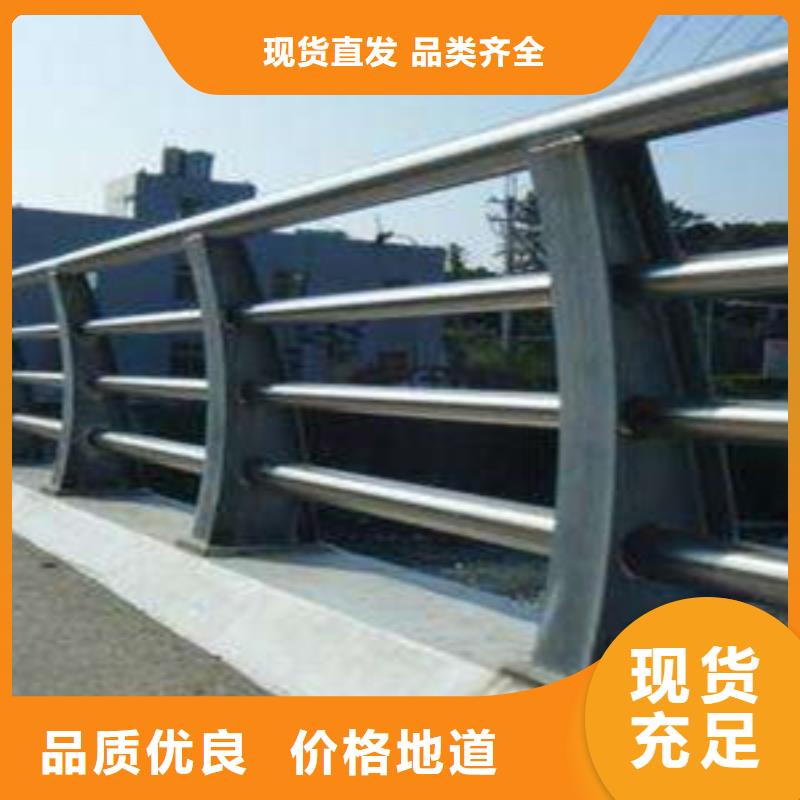
以下是:深圳盐田护栏高性价比的图文介绍
在长期跟客户沟通实践的过程中, 高架桥灯光护栏产品和技术得以不断更新,使得公司在人才和技术上处于较高地位,在稳定发展的同时,普中护栏(深圳市盐田区分公司)响应号召,积j i开拓国外市场,让产品走出国,远销欧美、非洲、中南亚等数十个和地区,并得到了国外同仁的喜爱。务实进取,精工细作,欢迎各界同仁莅临考察指导工作!



立柱主体板材一般选用6-15MM厚。外观美观:具有白、蓝、红、绿等多种颜色,色彩、装饰性强,可与其他材料护栏组合使用。护栏特点:景观护栏不退色、不发黄、不脱皮、不开裂、不起泡、不虫蛀,不需要日常,不污染环境,是景观护栏的智慧选择。相邻钢管对接好后,将接缝用不锈钢焊条进行焊接,然后镶配有机玻璃。抛光打磨全部焊接好后,用手提砂轮机将焊缝打平砂光,直到不显焊缝。安装玻璃镶配有机玻璃,玻璃等栏板,栏杆玻璃类型、厚度应符合设计要求,并应使用厚度不小于12mm的钢化玻璃。施工单位于2017年1月1日完成天桥护栏的所有吊装工作,随后使用创新工艺,历时短短19天完成了所有人行天桥护栏上构附属设施施工,现已具备开放通行的条件。 不锈钢桥梁防撞护栏优点:护栏结合了城市设施实用功能和艺术的可观赏功能为一体的成功产品,解决了灯具的隐藏问题,安装方便,在河提和山坡个游人起到了警戒和引导功能。本产品采用高强度的异型钢管制作而成,护栏强度优良。不锈钢复合管和不锈钢管的区别不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。由于外表美观、价格低廉等优点,现已广泛用于桥梁护栏,装饰装潢,车辆附件,输送辊轮,纺机配件等领域。 复合管产能应用率是判别产能过剩的直接指标。普通以为产能应用率在79-83%比较合理,产能应用率低于75%即为严重过剩。自2006年树立企业产能应用率统计以来,到2018年末平均为80.1%。2018年前三季度78%,2018年前三季度77%,处于4年来的低水平。需求方面:旺季不旺,等候进一步反应3月份发布原产于欧印尼的进口不锈钢钢坯和不锈钢热轧板/卷反调查初裁公告。阳江宏旺冷轧项目现在建造发展顺利,正加快建造钢结构厂房,估计首期项目——年产70万吨四机架连轧连退酸洗机组,力争在今年6月底试产。制作符 时,符 必须清晰。安装夹具机芯在正确安装时采用一固件,并直接在管道上方用作紧固件。不锈钢复合管或更大的孔直径是对称的,在正确安装时,在管的两个水平侧上使用两组紧固件。安装任何口径的管道时,我们保证管道位置平直。



不光要求护栏款式、牢固耐久、位置合理,还必须有足够的防护能力。不锈钢景观护栏造型款式设计不合理根据 建筑标准,护栏垂直杆件间净空不应大于0.11m。而且必须采取防止儿童攀爬的措施,但是我们发现生活中经常看到因为竖杆间距设计不合理,或者没有防止儿童攀爬的设计,而出现了很多伤心的事情。为了杜绝这样的问题,首先设计单位应在图纸中明确说明采取何种型式的栏杆,如需建设单位自定,应在选定后由监理、设计单位确认后,方可采用。但是部分建设单位片面强调美观,忽视了不锈钢景观护栏重要的防护功能,导致栏杆间距、型式不合理,留下了隐患。不锈钢景观护栏高度不足不锈钢景观护栏高度 的标准要求是地面到扶手面少要求1米高,天面栏杆要求少2米高,但是很多楼盘的设计因为设计人员的缺失常识亦或为了节省成本,很多不锈钢景观护栏高度都达不到 要求。同时检查扶手高度时应注意测量位置。不锈钢景观护栏安装位置不当不锈钢景观护栏的安装位置要准确,扶手做法要选择合理,安装前要提前做好细部设计。正确的不锈钢景观护栏安装位置应该是安装在挡水墙的中心位置,如果没有挡水墙那立柱固定点离平台边缘少要求10公分以上。


内衬不锈钢复合管系统传输流体部分全为不锈钢材料,卫生环保,性好,符合生态住宅需求和以人为本的时 念。:不锈钢复合管、双金属复合管、内衬不锈钢复合管、不锈钢复合管护栏、钢塑复合管、护栏立柱、内外涂塑钢管、不锈钢碳素钢复合管、内衬不锈钢复合管件、使用不锈钢复合管可节省了工程材料费50%以上,是替代纯不锈钢管的,质优价优的产品。不锈钢复合管严格执行质量保证体系,产品在生产过程中每个工序都经过严格检装,保证产品合格率达,完全符合(GB/T18704-2002) 标准。内衬不锈钢复合管卫生环保、性好。由于不锈钢材质化学性能,对无损害,所以国内医学界在内植入的各种支架、夹板、内固定螺丝都选用不锈钢材料。内衬不锈钢复合管与不锈钢管件配套连接,加上对接头螺纹和端面的防锈处理,可以有效防止对水质造成的二次污染。不锈钢碳素钢复合管焊接主要要领和注意事项1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф6㎜,焊丝用Ф0.8~Ф2㎜,牌 HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min.将对焊处两端磨坡口。


