




无需长篇大论,观看弯管,中频弯管按需定制视频,让你瞬间爱上我们的产品。
以下是:廊坊大城弯管,中频弯管按需定制的图文介绍
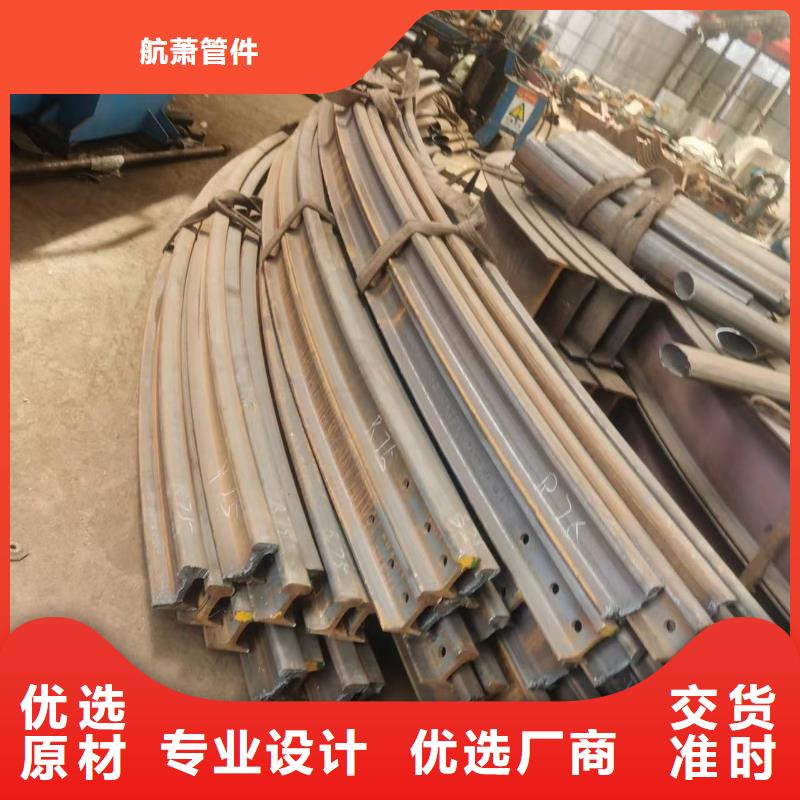
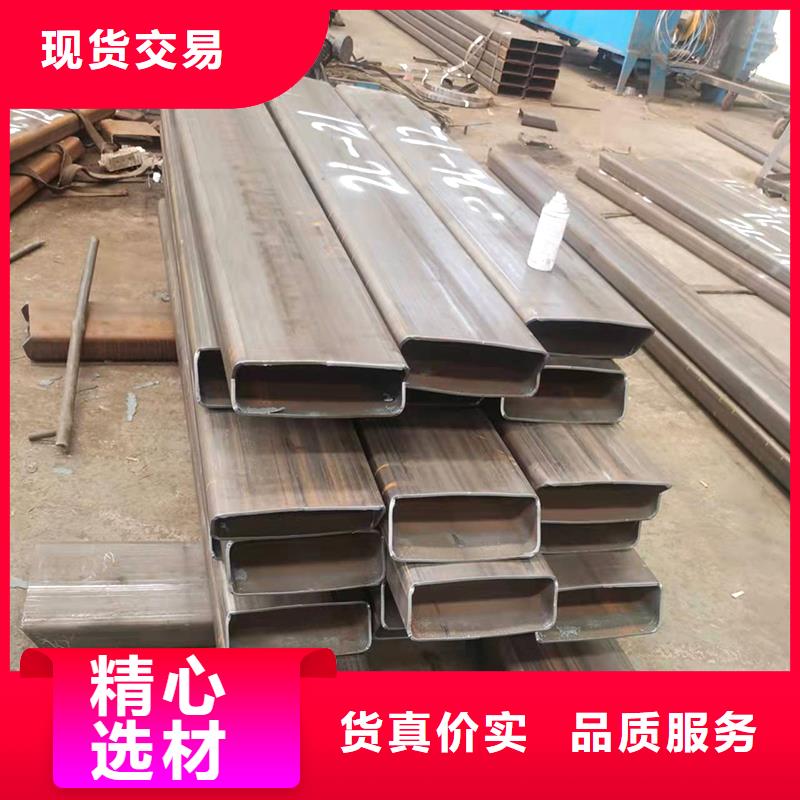
航萧管件(廊坊市大城县分公司)是一家专营(廊坊大城) 本地 中频弯管的大型企业,可根据客户要求尺寸定做。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市及国外,产品深得用户依赖。
服务三保:保证质量、保证时间、保证数量。
服务宗旨:雄厚的实力、优质的产品、低廉的价格、优质的服务
公司在稳中求创新,与时俱进求发展的理念下发展状大,经过短时间的发展,现已初具规格,形成了一支思想正、作风硬、业务精的员工队伍。今后,公司还要在现有的基础上进一步扩大规模,坚持“顾客至上、以信为本”的经营理念,以高质量的产品、更优质的服务,广交更多的四海新朋,愿我们携手共进、共创事业的辉煌!公司将一如既往地贯彻“务实、进取、发展、创新”宗旨,以更好的产品,更诚挚的服务,满足广大客户的需求,我们的承诺是让您放心,让您满意。


弯管机芯棒的作用以及使用说明 当小型弯管机芯棒远离切点而处于靠后的位置,将不能在弯的外侧充沛拉伸资料,因而芯棒的位置回惹起很大的回弹,有可能使完整角度变小也有可能增大半径,若是半径变大,可向切点推进。调整芯棒的设置。要是管材不断断裂,则阐明资料真实太硬,太硬的资料是不能充沛拉伸的,可运用才完整退火的管材来处理问题。 所谓回弹控制是指弯管加工成型后再变回原形的大小的可能性,回弹会依据弯管的弯曲半径减少或增加弯曲度数,普通若是弯曲度数越小回弹也就越小。回弹受压模位置和压力的影响才有不一样的半径。 小型弯管机管材会有扭曲或有皱折的弯,呈现这个的缘由可能是资料过硬,因此不能在弯曲时收缩内径,呈现这种现象,可插入芯棒来处理。



怎样掌握到数控弯管机生产加工技术性的必要性规定、如今的弯头是现阶段常见的连接头方式 ,依据弯管种类,能够 分成手动式弯管和弯管加工生产厂家,伴随着工业产业链的提高,传统式的生产加工中弯管技术性也在迅速发展趋势,一些客户规定因而的弯管加工厂,开展一些弯管加工的难题,有时候大家让因而做防腐蚀解决,这非常简单,因而加工厂做防腐蚀解决比去施工工地做防腐蚀解决非常容易得多,加工厂的占地面积很广,資源也很丰富多彩。 怎样掌握到数控弯管机生产加工技术性的必要性规定 现如今的轧辊钣金折弯是弯管加工全过程中,较为普遍的钣金折弯生产加工方式 ,此外好几个是以主动轮,滚弯方式 和原理基本一致,仅仅用以滚管的滚辊,以具备与管截面外观设计相符合的工作中表层,钣金折弯时,仅变动主滚子轴承和滚子轴承中间的间距,就可以获得各种各样夹角的钣金折弯,此方式 特别是在适用曲线图环或螺旋式线形管材,翻转钣金折弯关键用以夹角大的薄壁管材,对小半经钣金折弯束手无策,为此获得更强的应用难题。 在用以弯管加工的工艺流程中,在四柱液压机上应用磨具弯精轧管,弯管加工是由于磨具调节简易,生产制造率,一般 在生产制造中普遍应用,如含有平行线段的管材或弯管加工商务舱,弯管加工很普遍,不一样制造行业的主要用途不一样,但不了解弯管加工的操作方法,并掌握到此主要用途的一些常见主要用途,一些管路应用多种多样弯头,如船只用管路和输油管及其小汽车的运用等。 因为弧型弯头比其他类型的弯头中,弯管加工以具备大量优势,各种各样原材料在弧型弯头中运作更畅顺,与管路内壁的小冲击性相对性匀称,在应用弯头时,不必十分明显地挤压成型,弯头因而应用全过程中不可以碰水,要在自然环境较为干躁的地域应用。


怎样对弯管加工方法进行更好的完善。目前弯管机的液压泵之间的连接,不再需要依赖法兰进行连接,这种小改进设计不仅可以控制成本浪费,而且在不需要法兰连接的情况下,发现电机和泵之间的驱动更加顺畅,噪音大大改善,将轴泵轴直接连接到电动机主轴,使弯管加工提高了效率,提高了扭转能力,从而进一步改进了整个液压管道加工机械。 怎样对弯管加工方法进行更好的完善 许多使用过弯管机设备的用户,对弯管机和液压性能有一定的了解,在弯管机的一些操作中,需要添加压缩阀来控制弯管机上的夹紧装置,其电磁阀的原因是为了降低用户使用成本,因此通常购买的外形规格中,现在也可以满足他们的产品处理范围,在常用液压弯管机设备的设计中,采用更合理的设计,提高弯管加工设备的整体性能,降低成本,同时适当地为企业制造行业的环境保护做出贡献。 由于弯管机在电动马达驱动液压驱动泵时,在电机和泵连接点使用电机和泵连接法兰,连接油泵和电机之间的驱动器,之后经过研究和改进,弯管加工过程中裂纹原因了解,弯管产生的缺陷和保护微裂纹诱导,并在加热曲线钢管中,以超过一定水平的变形温度,以及在弯管外部会发生微裂纹,在这两种情况下,都与弯管的材质相关。 为了更好地使用弯管机和液压弯管机,在管道折弯上添加压缩阀,是为了减少在进行弯管加工机过载的产品时,以及弯头滑动或弯管加工不锈钢管道时,滑动对弯头加工质量的影响,根据成型条件,弯管加工后通过热处理使组织重新结合。



