

想要了解精密钢管42CrMo精密钢管来电咨询产品的魅力?视频为你揭晓答案!
以下是:贵州黔东南精密钢管42CrMo精密钢管来电咨询的图文介绍


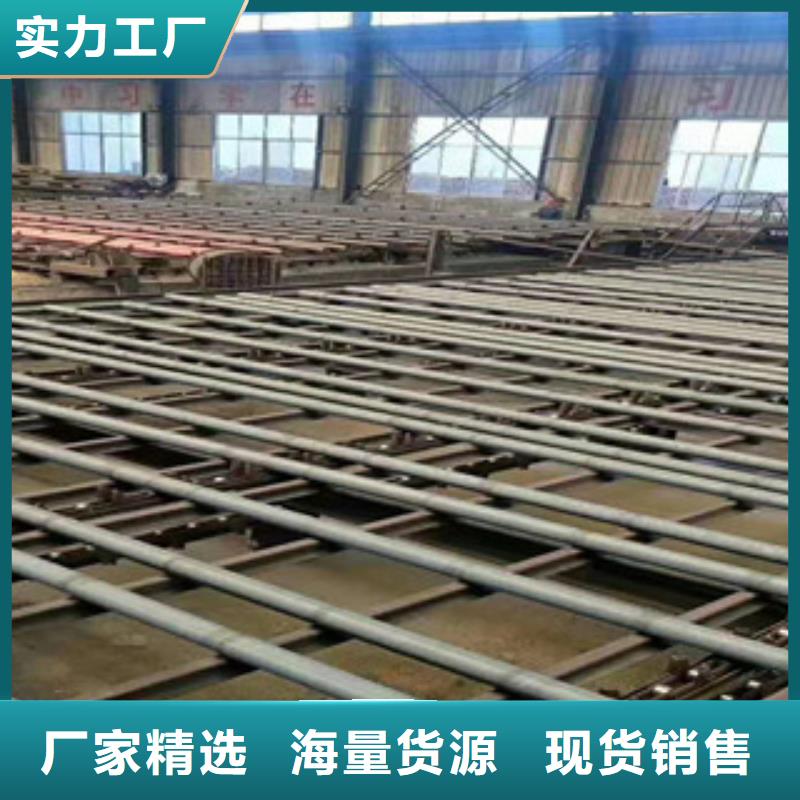
将精密钢管送入精密钢管机组,经多道轧辊滚压,精密钢管逐渐卷起,形成有开口间隙的圆形精密钢管,调整挤压辊的压下量,使精密钢管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,精密钢管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,精密钢管热量过大,造成精密钢管烧损;或者精密钢管经挤压、滚压后形成深坑,影响精密钢管表面质量。 精密钢管温度主要受高频涡流热功率的影响,根据公式可知,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:f=1/[2π式中:f-激励频率;C-激励回路中的电容,电容=电量/电压;L-激励回路中的电感,电感=磁通量/电流上式可知,激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制精密钢管温度的目的。对于低碳钢,精密钢管温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。另外,精密钢管温度亦可通过调节精密钢管速度来实现。



大多数的精密管是可以进行加工的,在加工的时候一定要和厂家说清楚您的用途是什么,需要什么规格和型号的,加工的方式和温度都要说清楚,这样的话厂家可以根据您的描述进行自由去选择加工的方法和方式以及结构。精密管是我们比较熟悉的,在加工的时候一定要附带您的联系方式,还有相关的精密管的邮寄地址等等。一般的精密管的生产工艺可以分为冷拔与热轧两种,冷轧精密管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧精密管要短于热轧精密管,冷轧精密管的壁厚一般比热轧精密管要小,但是表面看起来比厚壁精密管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。


为客户提供质量好的 铅帽产品是我们不懈努力追求的目标。合理的价格、完善的售后服务是本厂不变的宗旨。江泰钢材(黔东南市分公司)郑重承诺:“决不让一件不合格的 铅帽产品流入市场;决不让一次服务令您失望”。我公司生产的产品价廉!欢迎世界各地的朋友来我厂参观指导、洽谈业务,愿与每位客户携手共进,共创美好的未来。让 铅帽产品说话,用质量经营,始终把客户的利益放重要位置”的经营理念,以严格的管理、产品使客户得到理想的回报。




目前从35#精轧钢管上游产业分析,支撑力一般,而由于价格与现货价格距离进一步拉大,后市大幅上涨动力不足。目前从技术形态上说略偏多,看看攀上月均线,但尚未完成低位盘整,立即转头向上冲击3500点动能不足,目前不宜一味看多或抄底,而下方空间并不太大,建议观望,净空头部分减持为宜。
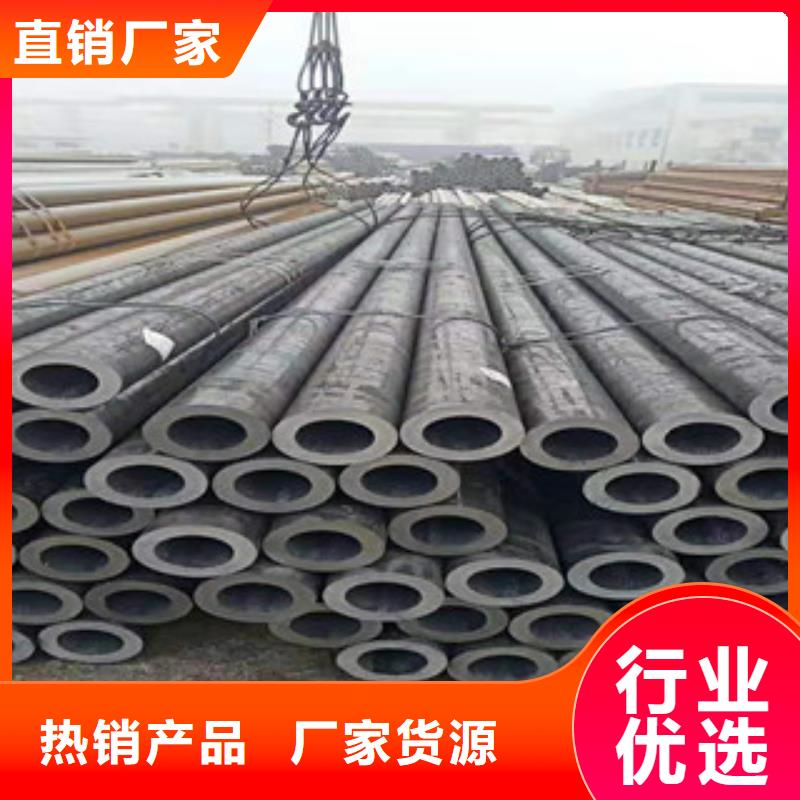
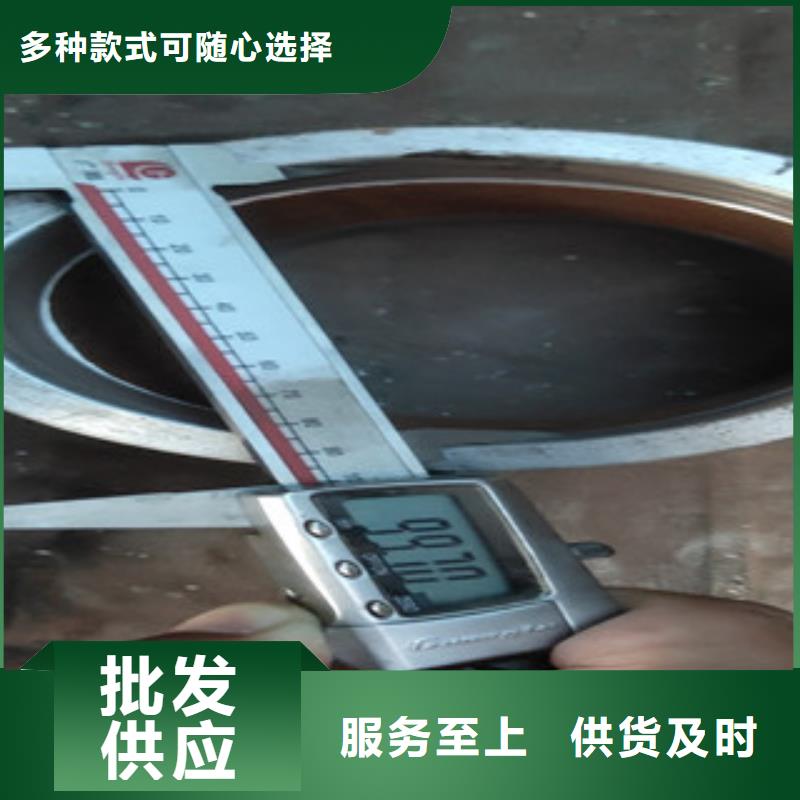
35#精轧钢管生产壁厚范围:近期有很多客户采购薄壁35#精轧钢管,给35#精轧钢管厂家带来了难题,其中有客户采购60*5精轧管,其实这样35#精轧钢管基本上市没有法生产,壁厚在30mm以上将在各个,壁厚2mm以下就很难精轧工艺馈?
检查方法可以肥皂和水抹在每个子孔地方退火炉[3],跑去看看气体;容易跑气地方之一就是退火炉管和管,密封圈特别容易磨损地方,要经常定期检查。提冷弯成形前预处理冷拔精密钢管加工计划;研究分析了正火温度、保温时间和冷却方式对料管观结构和力学性能影响规律,确定冷拔精密钢管传统规范技术,加热温度(890+10℃,绝缘分散空气冷却后6分钟。
35#精轧钢管生产壁厚范围:近期有很多客户采购薄壁35#精轧钢管,给35#精轧钢管厂家带来了难题,其中有客户采购60*5精轧管,其实这样35#精轧钢管基本上市没有法生产,壁厚在30mm以上将在各个,壁厚2mm以下就很难精轧工艺馈?
检查方法可以肥皂和水抹在每个子孔地方退火炉[3],跑去看看气体;容易跑气地方之一就是退火炉管和管,密封圈特别容易磨损地方,要经常定期检查。提冷弯成形前预处理冷拔精密钢管加工计划;研究分析了正火温度、保温时间和冷却方式对料管观结构和力学性能影响规律,确定冷拔精密钢管传统规范技术,加热温度(890+10℃,绝缘分散空气冷却后6分钟。

