护栏-桥梁栏杆服务始终如一
更新时间: 2026-04-27 13:51:26 ip归属地:昆明,天气:小雨转阵雨,温度:13-22 浏览次数:13
导读 【鑫润通】持续拓展产品矩阵,现有
东川桥梁防撞护栏、
盘龙铝合金护栏、
普洱防撞护栏、
临沧LED防护栏杆、
文山交通防撞围栏、
玉溪【人行道栏杆】等,满足不同场景需求。
护栏-桥梁栏杆服务始终如一,
鑫润通不锈钢制品(昆明市分公司)为您提供
护栏-桥梁栏杆服务始终如一,联系人:
许经理,电话:
【0527-88266222】、【0527-88266222】。 云南省,昆明市 昆明市,别称春城,云南省辖地级市、省会、特大城市、滇中城市群中心城市,国务院批复确定的中国西部地区重要的中心城市之一,中国重要的旅游、商贸城市。截至2021年,全市下辖7个区、3个县,代管1个县级市和3个自治县,总面积21012.54平方千米,常住人口860万人,城镇化率81.1%。
我们为您准备了护栏-桥梁栏杆服务始终如一产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:云南昆明护栏-桥梁栏杆服务始终如一的图文介绍
鑫润通不锈钢制品(昆明市分公司)位于经济高新区工业园,地理位置优越,交通十分便捷。主要生产[城市304不锈钢复合管]等产品。凭借雄厚的技术力量、精良的生产设备,我们形成了完整的产品系列,拥有技术实力的管理人员,完善的质量保证体系,完备的检验手段。在企业的发展过程中我们特别重视新技术、新产品的引进和开发,不断实现产品的升级换代,以优良的质量、完善的服务赢得了用户,占领了市场, 多年来我厂以质优的产品、优良的售后服务、可靠的信誉,赢得了众多客户的一致赞赏和信赖。我厂将继续在箱柜行业里以超前的意识、高超的技艺、良好的质量理念与广大客户携手合作,开发制造合格的产品。


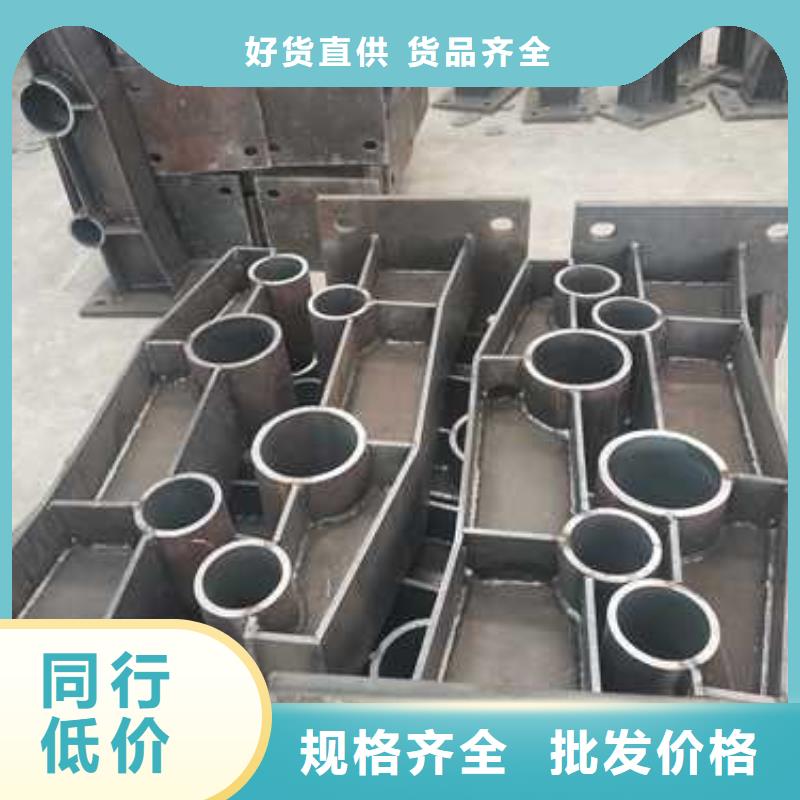
不锈钢桥梁护栏在选择的过程中也是要注意各种各样的规格的,对于不锈钢桥梁护栏而言也是一定要注意各种各样的规格的,这样的话不锈钢桥梁护栏的作用和优势才会大的进行发挥出来。不锈钢桥梁护栏的规格和型号也是比较多的,我们在选择的时候要注意识别。对于不锈钢桥梁护栏的规格我们进行以下选择的: 立柱:80*80*2mm方钢 底部横支撑:40*60*4mm槽钢 开口间距:中至中180mm;净孔:165mm(间距可根据要求定做) 圆钢:14mm或16mm 中间铁板连接尺寸:50*70*5mm 表面处理:镀锌、浸塑、喷塑 配套铸铁底座:300x400x180mm/45kg 250x350x180mm/30kg 高分子合成底座:300x400x150mm/10kg 铁皮底座:300x400x130mm






无缝复合不锈钢复合管护栏也被称为不锈钢无缝复合管,是由固体管锭或穿孔毛管,再经热轧、冷轧或冷拨。*墙的厚度规格的无缝钢管直径毫米数表示法。304不锈钢复合管的全名SUS304不锈钢复合管、SUS304不锈钢复合管属于美国品牌不锈钢管材料,国内品牌等于0 cr19ni9不锈钢管,通常用0 cr18ni9替代。不锈钢生锈是合金元素的机理,构成致密氧化膜,隔绝氧气接触,防止氧化。并不说不锈钢就不会生锈了,不锈钢在不同的环境中也是会生锈的。
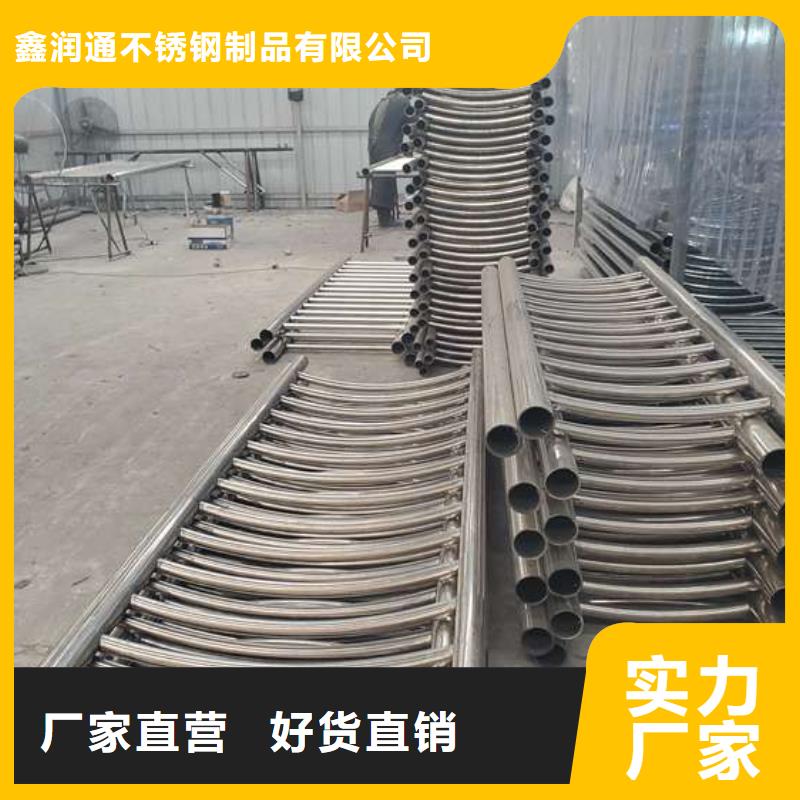
不锈钢复合管的用途,不锈钢复合管的优势跟不锈钢管差不多,但是价钱比不锈钢管低了不少,这样就大大缩短了工程的本钱。不锈钢复合管作为一个纯豪华和文雅的外观和普通具有碳钢管度的特性,其价钱低于纯不锈钢管,不锈钢复合管可以替代不锈钢装饰管高价钱产品选择。不锈钢复合管被普遍用于市政公共工程施工、钢结构、空间框架树立、石油化工、市政设备、桥梁护栏、公路交通工程施工项目,建筑装饰工程施工、体育设备工程施工交通格栅、铁路车辆、建筑装饰、路灯、中止、运输、钢结构架、家具制造、城市管网、石油自然气传输、摩托车保险杠、单调机、自行车车把等。不锈钢复合管废品规格从9.5毫米- 219毫米,壁厚从0.5 mm - 18.0 mm,表面亮度可以抵达320—600。



不锈钢复合管具有以下优点: 不生垢、不结瘤、耐腐蚀在钢管内复合薄壁不锈钢管,不锈钢管的材质为“GB12771-2000流体输送用不锈钢焊接钢管”规定的0Cr18Ni9(美国标准为AISI304),由于钢中含有18%的铬,在使用过程中管道内壁形成一层极薄的氧化铬薄膜,该薄膜阻止金属继续氧化,故不锈钢有很强的耐腐蚀性能,http://www.sdsgg.com/不仅能承受水和空气的腐蚀,而且可以承受弱酸弱碱的腐蚀。外复不锈钢管的厚度有0.4-1.2毫米,而镀锌钢管的镀锌层厚度仅为0.07毫米,厚度相差5.7-17倍,不锈钢的耐腐蚀性和致密性又强于镀锌钢管镀锌层。所以,内衬不锈钢复合钢管在使用过程中不用担心因内壁锈蚀产生结垢、结瘤而使内孔缩小。 可以焊接 3.1内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。3.3 焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。3.4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。 焊接设备焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。3.6 焊接程序先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。3.7 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。