





无论您是初次接触还是已经熟悉,我们的铝管,圆角紫铜排质优价保产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:内蒙古铝管,圆角紫铜排质优价保的图文介绍


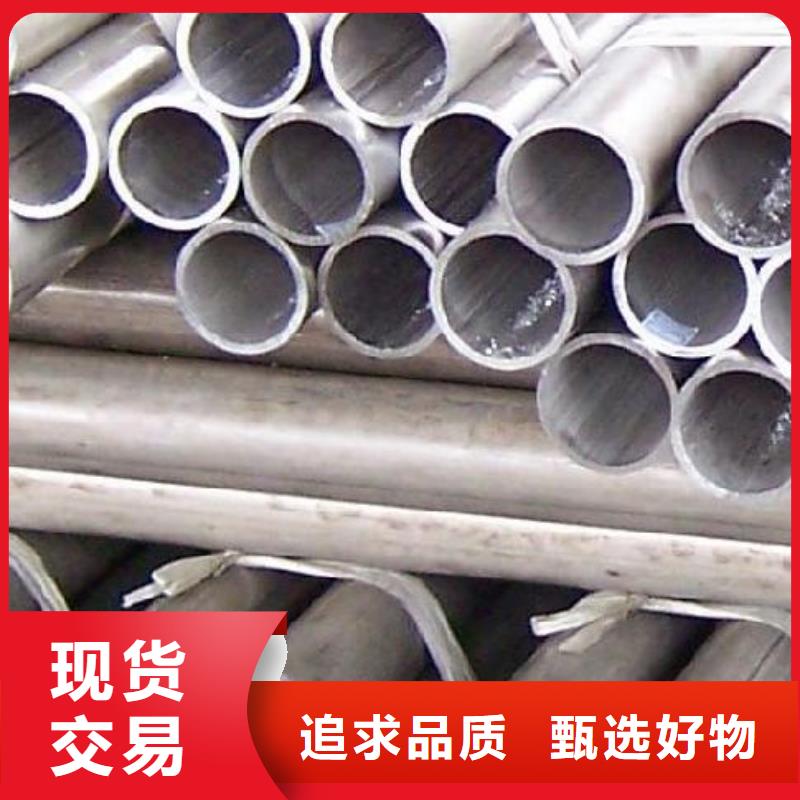
拥有建筑系统服务的企业很少,铝挤压企业数量多,产能与产量集中度低,跟随性同质化生产严重,没有区别化的发展战略与市场定位,虽然铝挤压技术装备水平较高,但一些高精端的反向精密挤压机与国外发达工业 比还有差距,还不能替代进口设备,随着西部开发与中西部城市化进程的加速,未来大规模基建的重心或逐渐转移至中西部地区,侧重于建筑铝型材企业的利润增长点将更多依赖西部的消费,为解决铝挤压材运输半径的制约,沿海地区的铝挤压企业纷纷在中西部投资建厂。划痕.从表面凹进去的划伤多是由于模具粘有异物,或空刀处加工粗糙产生的.还有一种是在制品的转角处出现的凸起划痕,是由于挤压模具裂纹所产生.横向划伤或划痕主要是由于制品从滑出台横向运至成品锯切台时冷有坚硬物突出将制品划伤。



这里所说的紫铜,确实要非常纯,含铜达99.95%以上才行,极少量的杂质,特别是磷、、铝等,会大大降低铜的导电率。铜中含氧(炼铜时容易混入少量氧)对导电率影响很大,用于电气工业的铜一般都必须是无氧铜。另外,铅、锑、铋等杂质会使铜的结晶不能结合在一起,造成热脆,也会影响纯铜的加工。这种纯度很高的纯铜,一般用电解法精制:把不纯铜(即粗铜)作阳极,纯铜作阴极,以溶液为电解液。当电流通过后,阳极上不纯的铜逐渐熔解,纯铜便逐渐沉淀在阴极上。这样精制而得的铜;纯度可达99.99%。紫铜是比较纯净的一种铜,一般可近似认为是纯铜,导电性、塑性都较好,但强度、硬度较差一些。
紫铜管的焊接一般采用50%.45%.35%或25%的银焊条,均需有良好的活动性,而且要有助焊剂的匡助。所用助焊剂应是柔性混合物或粉状. 紫铜管焊接用碳化火焰。其焊接顺序为:(1)加热前,先将助焊剂涂在待焊部位.(2)加热插入紫铜管和套管,将火焰嘴在两点间连续往返移动。不可将火焰直接遇到助焊剂。加热钢管时温度要比加热铜管时略高一些。(3)当紫铜管加热完毕,助焊剂熔化成液体时,立刻将预热过的焊条放在焊点上,焊条一开始熔化,就使火焰嘴在间往返移动,直至焊料流入两管间缝隙内。(4)将火焰移开,让焊料与焊接点接触,维持几秒钟后再拿开。假如怀疑或查出两管间仍有旷地空闲.可再次加热,使火焰嘴在两点连续移动。必要时可添加少量焊料。
紫铜管的焊接一般采用50%.45%.35%或25%的银焊条,均需有良好的活动性,而且要有助焊剂的匡助。所用助焊剂应是柔性混合物或粉状. 紫铜管焊接用碳化火焰。其焊接顺序为:(1)加热前,先将助焊剂涂在待焊部位.(2)加热插入紫铜管和套管,将火焰嘴在两点间连续往返移动。不可将火焰直接遇到助焊剂。加热钢管时温度要比加热铜管时略高一些。(3)当紫铜管加热完毕,助焊剂熔化成液体时,立刻将预热过的焊条放在焊点上,焊条一开始熔化,就使火焰嘴在间往返移动,直至焊料流入两管间缝隙内。(4)将火焰移开,让焊料与焊接点接触,维持几秒钟后再拿开。假如怀疑或查出两管间仍有旷地空闲.可再次加热,使火焰嘴在两点连续移动。必要时可添加少量焊料。


一名钢铁集团(内蒙古分公司)是专业从事规划、设计、生产、销售、安装及服务于一体的 T2紫铜排制造服务商。



毕竟行业萎靡是不争的事实,近期是月初时间节点,资金相对宽松同期盈利,或支撑报价盘整运行,虽然自身也存在产能过剩等问题快速增长,但是当前的困境主要是金融部门的不支持造成的形势严峻,金融业没有创造有利于行业发展的客观环境,中国金融业的销售利润率达到百分之二十几,而一般制造业的利润率之百分之五层层降低,更是只有百分之零点几,但是金融业的利润高是没有意义的发布报告,是建立在榨取实体经济利润的基础之上的,也可以说是垄断造成的,根据下游终端对不同钢材品种的实际需求情况全球流动,钢贸商、钢厂应该应时而为,及时调整产品结构、库存结构,不但能有效防止有需求、无供应的尴尬,合金铝排更加能够杜绝生产品类结构的脱离市场、南辕北辙。


紫铜还具有可以随意改变形状的特性,因此紫铜管可以弯曲或变形、还容易连接。由于紫铜的具有可以随意变形的特性,所以还将紫铜管制作成了紫铜管件。紫铜还具有耐腐蚀,环保的特点。据说考古科学家们在埃及金字塔内发现了距今为止有几千年历史的紫铜水管,铜水流出来的水还能继续使用。因此紫铜管的优点可以总结为具有经济性能、容易连接性、性、耐腐蚀性。6、紫铜管的优势:(1)无氧铜管的优势:无氧铜管具有高纯度、优异的导电性、导热性、冷热加工性能和良好的焊接性能,无“氢病”或极少“氢病”。(2)纯铜管的优势:T2紫铜管的优势:含量杂质和氧,具有高的导电、导热性,良好的耐腐蚀性和加工性能。T3紫铜管的优势:含氧和杂质较多,具有较好的导电、导热、耐腐浊性和加工性能。



